
















3D printing for the pump industry
Fast spare parts for minimal downtime. Our Binder Jetting Technology is an excellent alternative to conventional production.
Until now, the production of small batches of complex parts using the investment casting method has been associated with considerable time and cost requirements. The Schmolz + Bickenbach Guss Gruppe shows that there is another way: It favors voxeljet’s 3D print technology Binder Jetting for the production of lost wax models, and is setting a new standard for cost efficiency and production time.
The problem is the cumbersome production of the necessary wax models. This requires expensive injection molding tools and wax presses. Tool costs can become prohibitively expensive when used for small series production, as they result in very high unit prices.
Thomas Peipp, Investment Casting ManagerSchmolz+Bickenbach Guss GmbH
Whether in the automotive industry or machine building, the production of complex parts such as wheels, gearboxes and similar products in batches of one or small series should be quick and efficient. Conventional investment casting features has several weaknesses in this respect.
voxeljet’s 3D print technology can help with these types of situations. The state of the art 3D printers of the Augsburg-based provider can produce plastic models quickly, precisely and cost-effectively. These 3D printed PMMA models can completely replace traditional wax models. And the most important part: The production of the plastic models using 3D printing is very simple. No tools are required, as the digital printing process is based on the CAD data for the part. The 3D printer builds the model layer by layer using the digital data.





The downstream process for digitally printed parts is the same as for those parts produced conventionally by injecting wax into a metal tool. The first ceramic coatings are applied after the receiving inspection and mounting of the deadhead system. Afterwards, the models are put into the kiln. Since the plastic models soften and shrink at 73°C, as a result there are no cracks or tears in the ceramic shell. Once the temperature reaches 700°C or more, the molds will burn out completely without any residue.
The casting dies must be cleaned out with air pressure before the molten steel or aluminum alloys are poured into the dies. There is no requirement to wash out the molds. After the cooling period, the dies must be removed along with the casting and feeding systems, sharp corners must be deburred and any unwanted surface defects must be removed. This process is followed by non-destructive inspections and dimension controls in accordance with the customers’ specifications.
Whether prototype, individual part or small series - 3D printing technology makes it possible to produce highly complex design and investment casting models quickly, easily and cost-effectively. That's an enormous advantage for investment casting specialists, and especially our customers.
Thomas Peipp, Investment Casting ManagerSchmolz+Bickenbach Guss GmbH
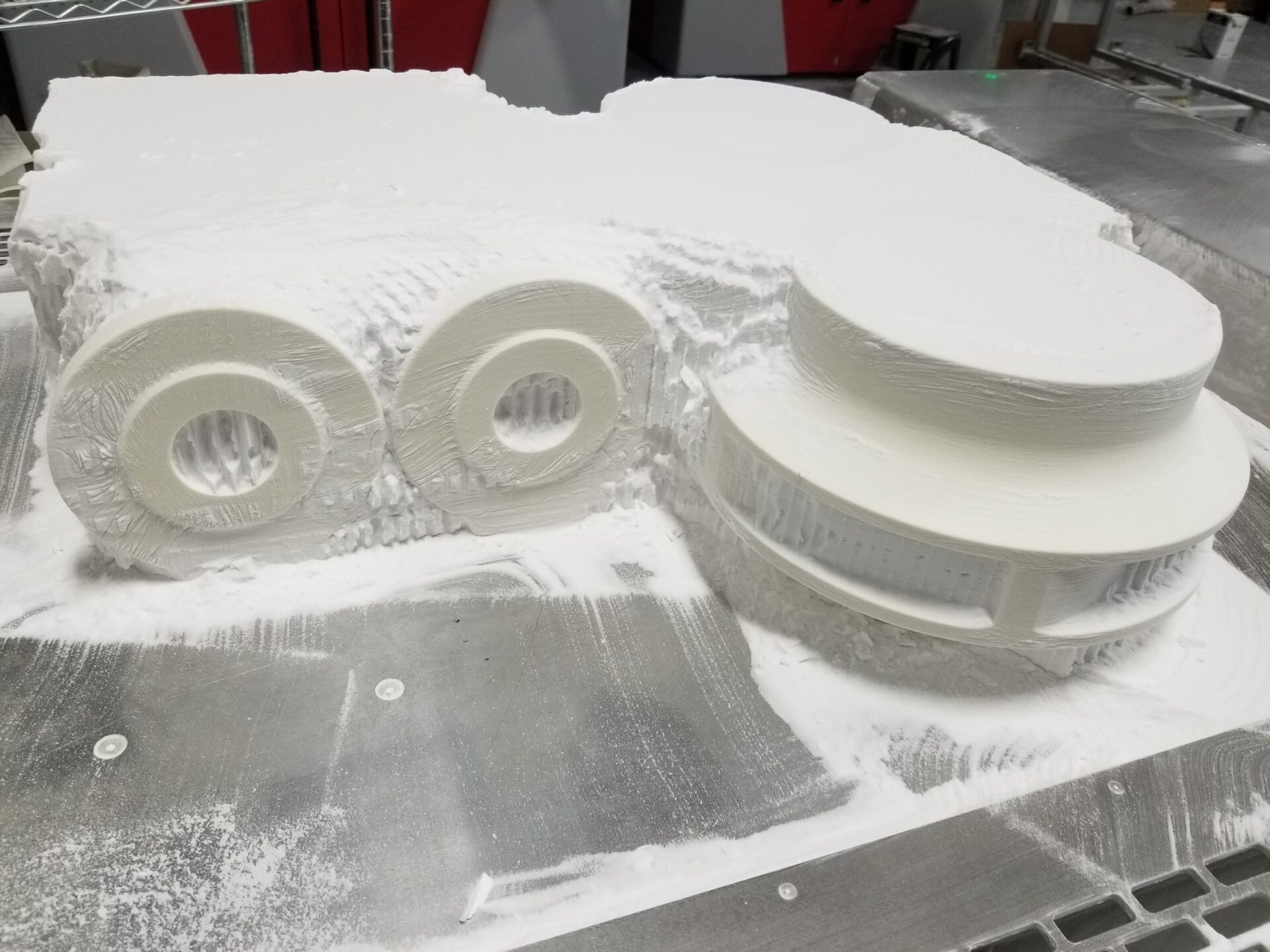
Prototye of a francis impeller
In the case of the francis runner, the foundry e-mailed the CAD data to Augsburg as usual. Following a review, the data set was transferred to the system, where the molds were created in just a few hours using Kerphalit – a molding material particularly suited for iron and steel casting – in 0.3 mm thin layers. After the build process, excess sand was removed from the parts, which were cleaned with compressed air and subsequently shipped to the foundry (Fig. 3). At the foundry, the molds were individually blackened, assembled and cast at 1650°C using corrosion-resistant stainless steel.
This saves a lot of costs, since design data is often adjusted and changed during the development and testing process for the runners. This in turn requires new models to be built, which is time-consuming and expensive using conventional methods. With voxeljet, changes can be made virtually with one mouse click, and the computer-controlled production of a new mold can begin. Another advantage of this method is the design scope that it offers. With conventional core building methods, a variety of different parts must frequently be assembled into the desired end product. voxeljet’s method, on the other hand, makes it possible to produce large parts in one piece, and also allows for the addition of undercuts.

The voxeljet method is predestined for the production of prototypes, since it does away with the need to create expensive models using conventional methods, which require the production of tools, molds and core boxes.
Paul Stadler, Avor Sand Casting ManagerWolfensberger
This has a very positive effect on the accuracy of the cast part and reduces cleaning requirements, since the removal of the core separations does not result in any casting defects. Top quality at lower costs and very short lead-times are the guarantee that both companies will continue their customer-oriented and productive cooperative relationship. By using the layer building method, the risks of multicore breakage during assembly, rework costs increased by unclean core segment and impacts on sand casting error are avoided easily.
Further Case Studies

3D printing of a locomotive cylinder
With voxeljet’s 3D sand printing, Boro Foundry reproduced a complex steam locomotive cylinder quickly, accurately, and cost-effectively—proving additive manufacturing’s value for heritage engineering.

3D printing for sand casting at liberty pattern company
With three VX1000 3D sand printers, Liberty Pattern belongs to the global leaders in sand printing and pattern making. Read their journey into additive manufacturing here.

3D printing for sand casting in Portugal
CINFU is a Portugal-based training and innovation centre for the foundry industry. With a VX1000 3D printer in house, CINFU is gaining significant adaptive advantages for the foundry industry.

Lanulfi Models optimizes mold making with VX2000
The integration of voxeljet’s VX2000 has redefined Lanulfis approach to metal casting. It offers significant reductions in lead times and enhances design capabilities.
PMMA 3D printing conquers North America
Express Prototyping belongs to the leading experts for 3D printing investement casting patterns in North America. Learn from the CEO Thomas Müller how he established the business and how he sees the future.
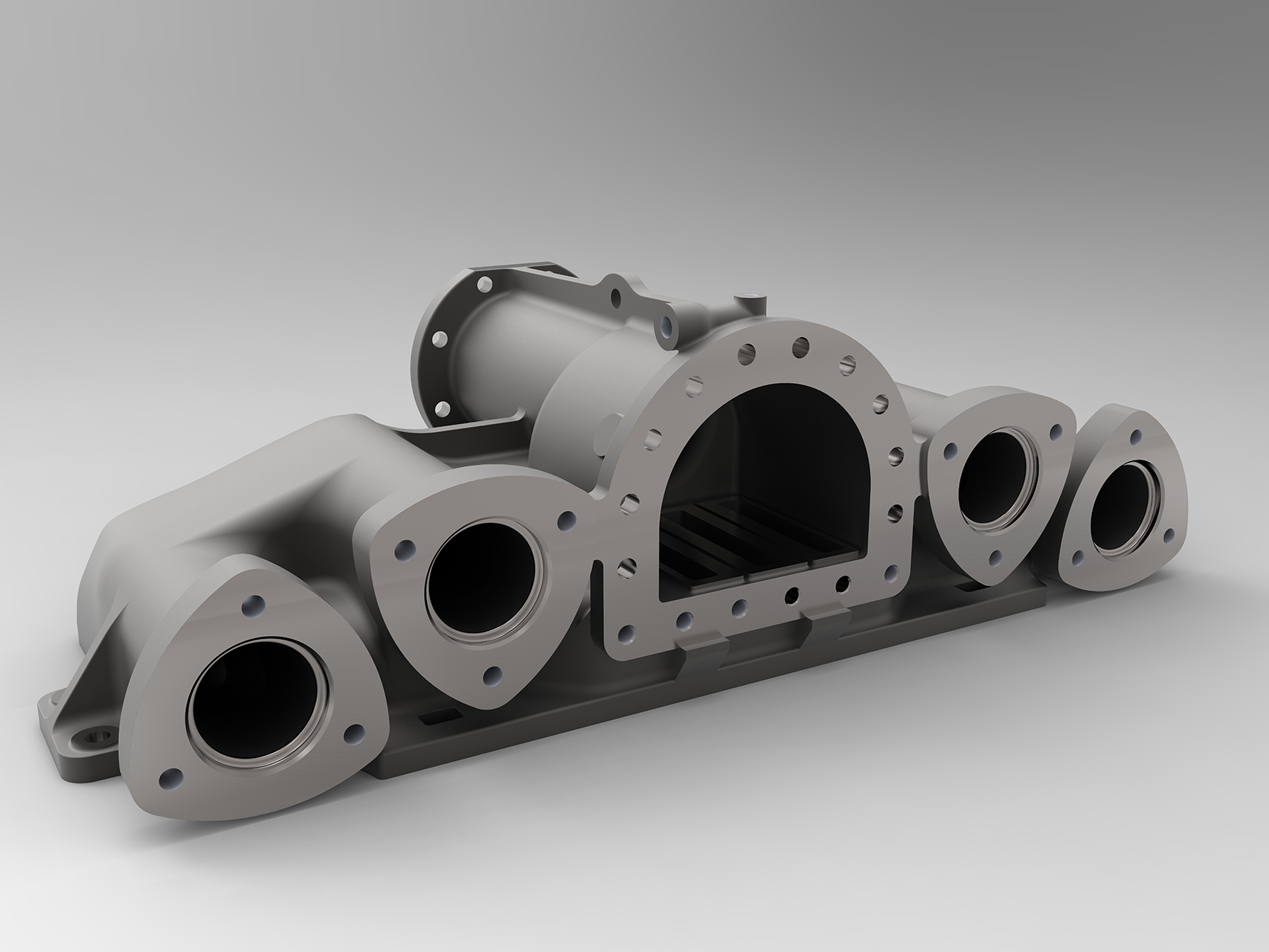
Boro Foundry – Superheater Header
Using the combination of sand and 3D printing, the British foundry Boro Foundry was able to produce a flawless spare part for a steam locomotive.

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.