















维捷优化科锐LED灯
维捷VX1000 3D打印系统为原型构建节省时间和金钱 。作为世界领先的LED灯具制造公司,科锐有限责任公司找到了更快更经济的原型构建方式。这家拥有最先进LED技术的公司,采用维捷VX1000 3D打印系统制作精密铸模——铸件由屡获殊荣的阿里斯托熔模铸造厂进行铸造。
这一爆炸性的增长激励了科锐公司——这一来自北卡罗来纳州的LED先锋;早在1989年,科锐公司就将蓝色发光二极管推向市场,至今,它已为科锐公司带来了超过16亿美元的收益。科锐公司毫不松懈,继续研发以更进一步优化LED技术。该项技术不仅适用于二极管本身,也适用于高性能LED电路板背面的沟槽式散热器,您可以在现代路灯上找到它的身影。 散热器由铝或铜之类的导热材料制成,这些材料将二极管的工作热量散发到周围的空气中,从而确保了较低的工作温度和更长的灯泡工作寿命。
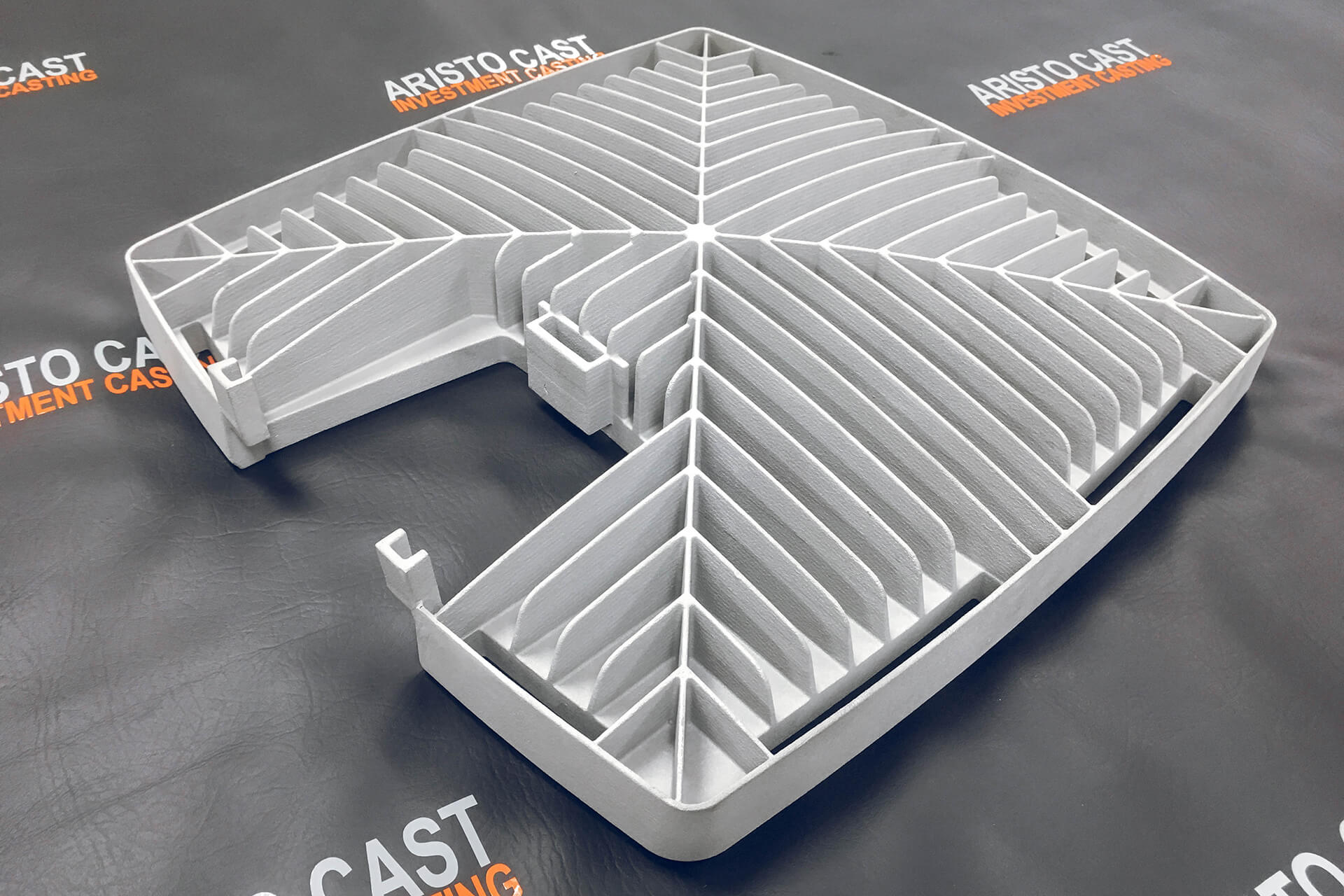
来自voxeljet的3D打印、优化的LED灯。
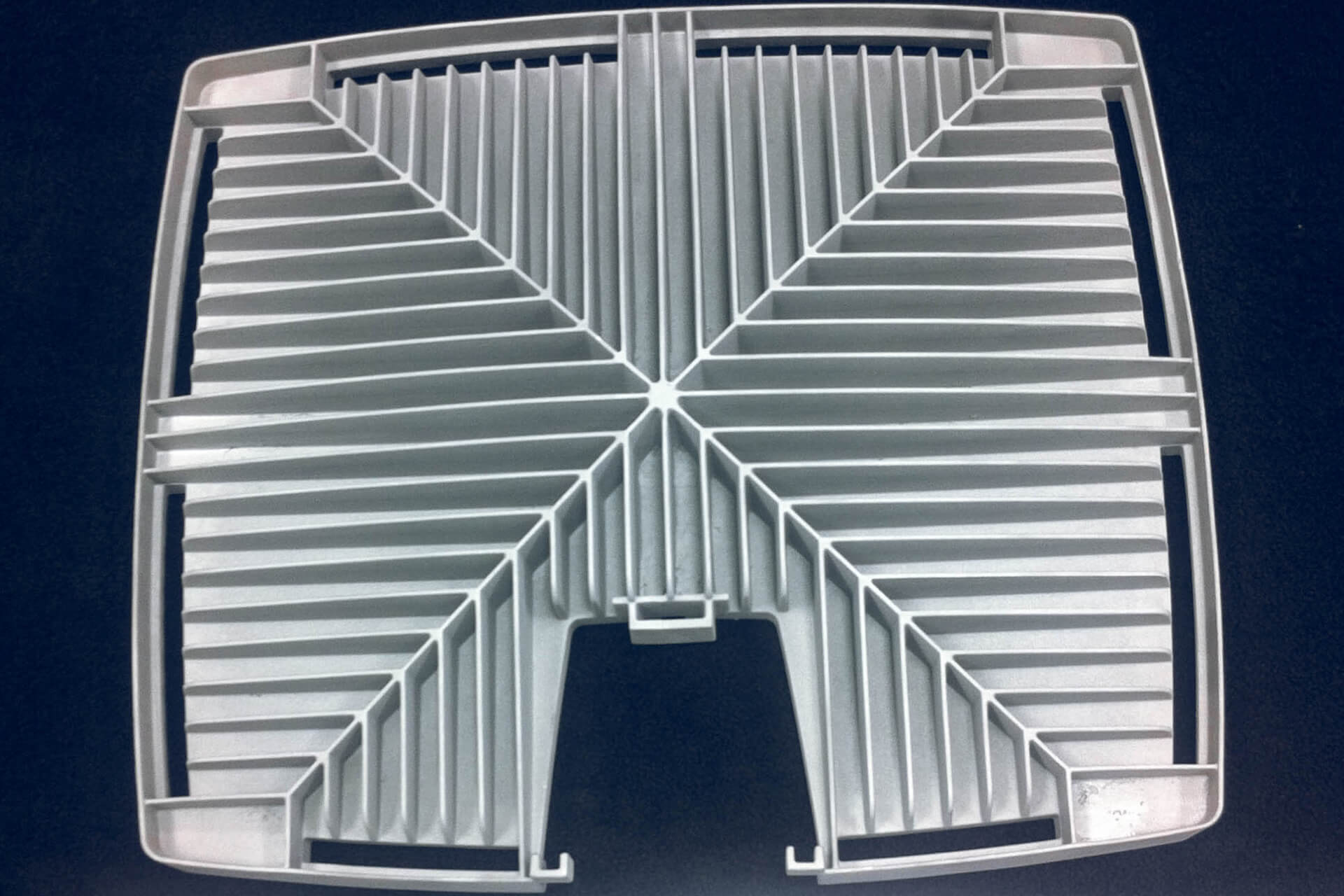
来自voxeljet的3D打印、优化的LED灯。
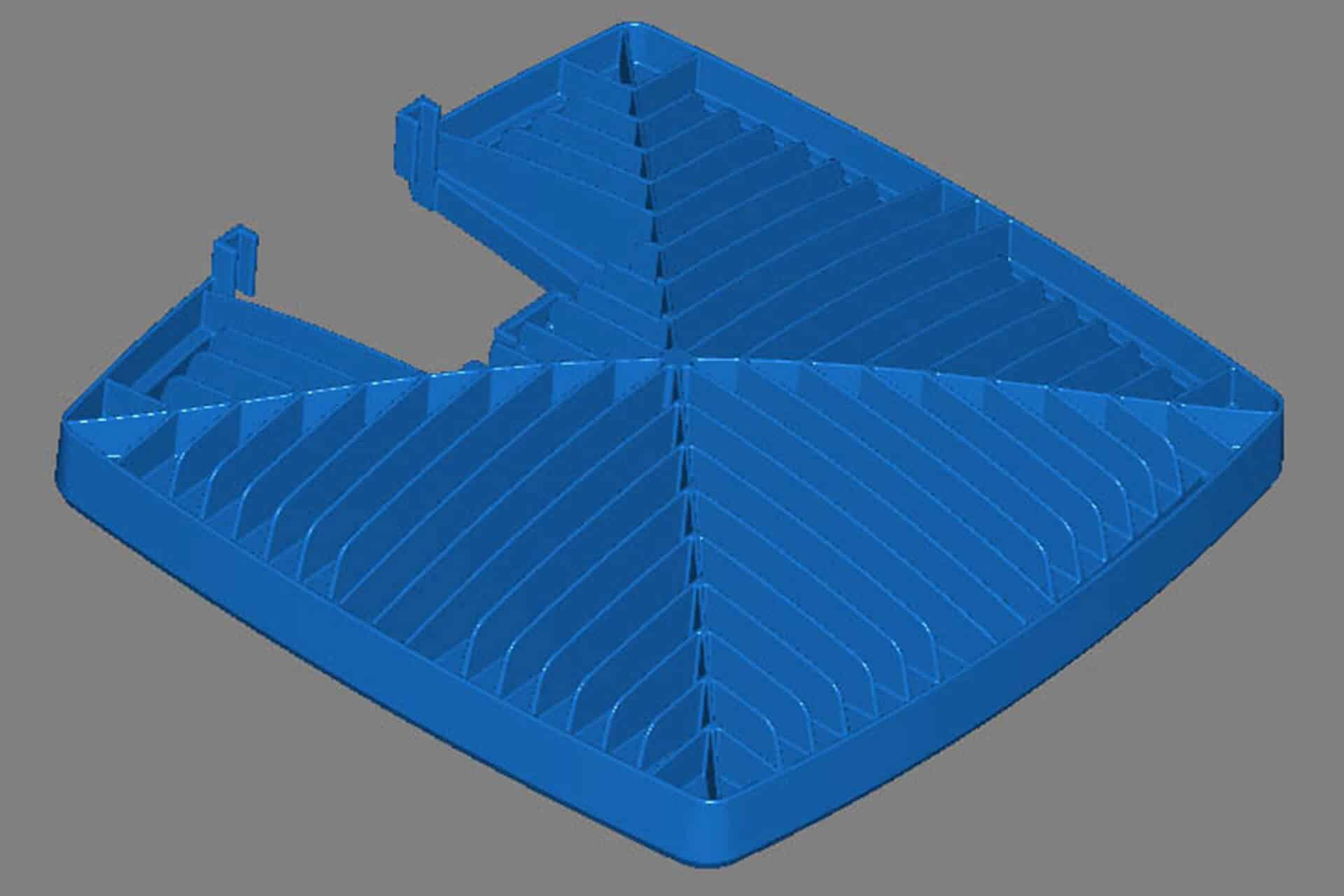
voxeljet优化LED灯的CAD数据。
阿里斯托熔模铸造厂不想再因这些限制而给客户造成不便,因此他们购入了新设备:来自维捷的VX1000。这是一台3.5吨的3D打印机,安装空间1,000 x 600 x 500毫米,有效构建容量300升。由于添加过程仅需CAD数据,因此无需工具即可以数字方式生成创新冷却元件的复杂模型。 随后,由阿里斯托熔模铸造厂直接PMMA打印的CAD数据用于铸造零件,这极大地优化了科锐的研发,并使以前难以实现的新设计成为可能。
进一步的案例研究

PMMA 三维打印技术征服北美
Express Prototyping 是北美投资铸造模型三维打印领域的领先专家之一。了解总经理 Thomas Müller 如何创建公司以及他对未来的展望。

博罗铸造厂 – 过热器集束器
英国铸造厂Boro Foundry利用砂型和3D打印的结合,为蒸汽机车生产了一个无缺陷的备件。





底盘摆臂的优化
农业机械制造商Amazone使用Altair的模拟软件和voxeljet的3D打印技术来优化一个转向架底盘。