
















Industrial Polymer 3D Printing Review: An extensive comparison of voxeljet HSS, HP MJF, and SLS
The market for polymer 3D printing is rapidly growing, with reports that polymer powder consumption grew by 43.3% throughout 2021, overtaking photopolymer resins as the most used 3D printing material. As such, competition between industrial 3D printer OEMs is fiercer than ever, giving manufacturing firms ample choice with technologies such as High Speed Sintering (HSS), Multi Jet Fusion (MJF), and Selective Laser Sintering (SLS).
Since all processes feature similar properties and surface finishes, it’s not uncommon for these polymer printing technologies to be seen as competitors. In this special edition review, we’ll run through the ins and outs of these three technologies and see how they differ from one another.
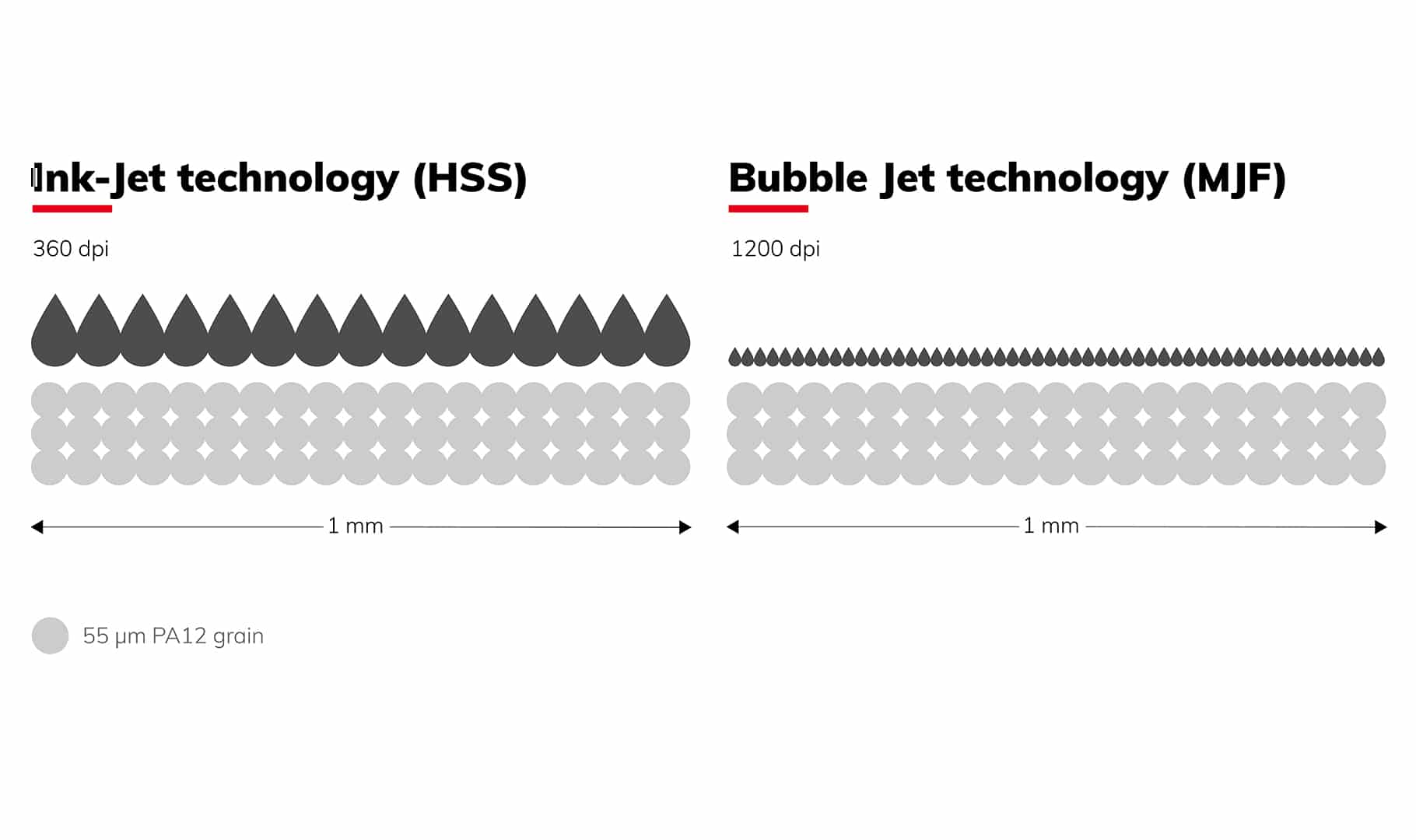
The ink-jetting battle: HSS vs MJF
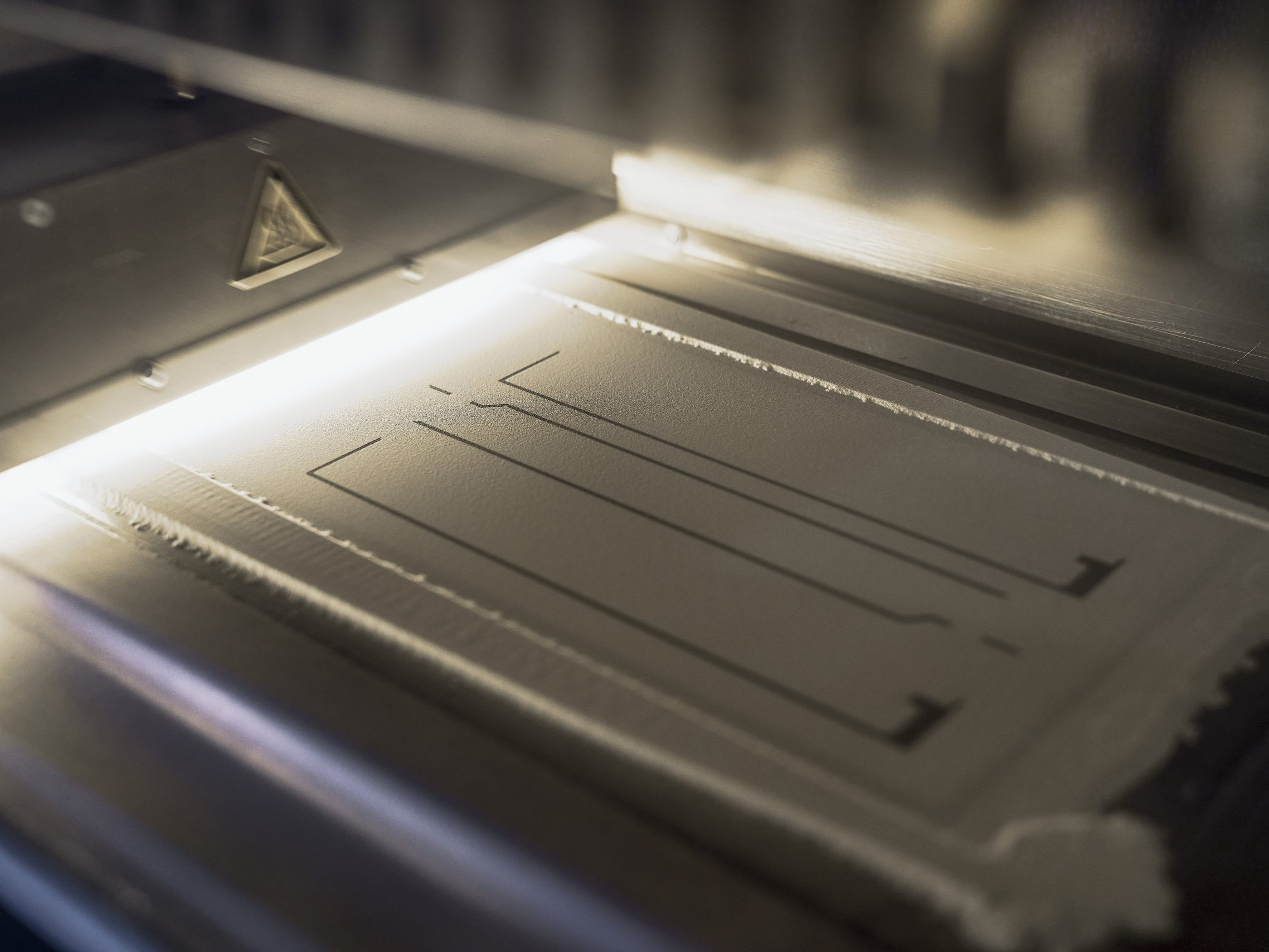
So how does HSS work? It starts off by applying a thin layer of polymer powder to a heated build platform. An inkjet printhead then moves across the platform and jets an infrared-reactive ink to select areas of the powder bed. Once exposed to IR light, the ink-infused powder absorbs the heat, sintering and fusing it into a solid layer, leaving the unprinted areas as loose powder. The build platform is then lowered, a fresh layer of powder is deposited, and the process repeats itself layer-by-layer until the 3D part is printed.
MJF is similar to HSS in many ways. Much like the HSS process, MJF involves jetting a radiation-absorbing fluid (aka the fusion agent) to certain areas of a bed of polymer powder. The borders of the other areas, which aren’t to be printed, are cooled with a secondary fluid called the detailing agent. Once the jetting is complete, an IR lamp is used to radiate the entire build area, fusing the sections doused in the binding agent. The borders jetted with the detailing agent remain unfused.
Apart from the huge size of voxeljet’s VX1000 printer, the primary difference between the two technologies is in the number of fluids used. A second cooling agent isn’t necessary with HSS because voxeljet’s 3D printers can control the temperatures of the bound and unbound powder materials independently of each other. They do this via the use of two different IR emitters with different wavelengths, meaning the detailing agent isn’t required to achieve a precise edge definition.
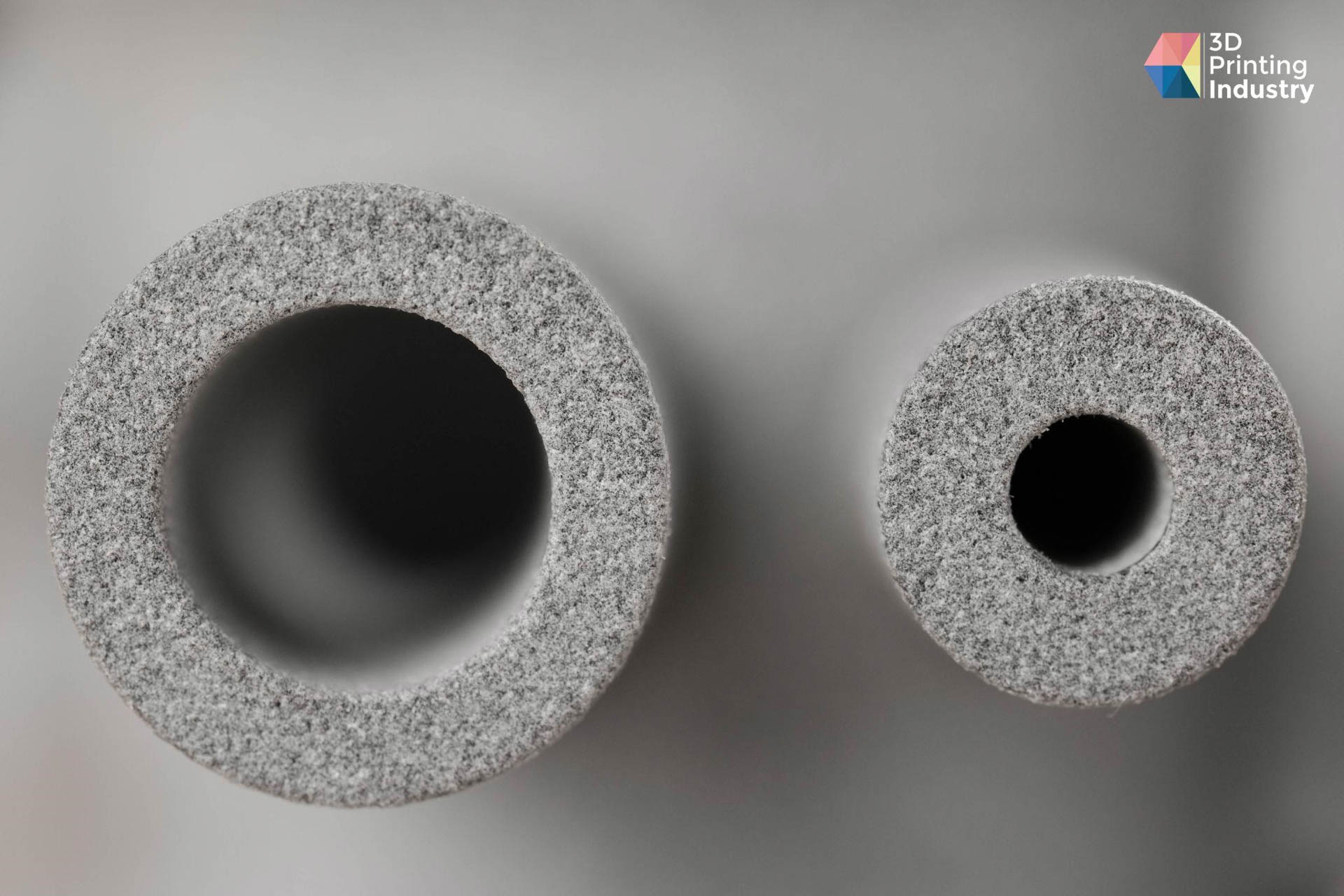
Thanks to its detailing agent, MJF boasts resolutions of 1200dpi while HSS only sports 360dpi. But the key factor in determining part resolution is still the grain size of the powder, so a higher printhead resolution doesn’t necessarily mean a more precise part in this case. In fact, since HSS droplets are slightly larger than individual polymer grains (which are typically ~55 microns wide), they’re able to completely cover the intersections between grains, which is crucial for sintering to take place.
By contrast, MJF 3D printers are able to process PA12, PA11, and PP. Both technologies allow for unprinted powder materials to be recycled and reprocessed.

HSS
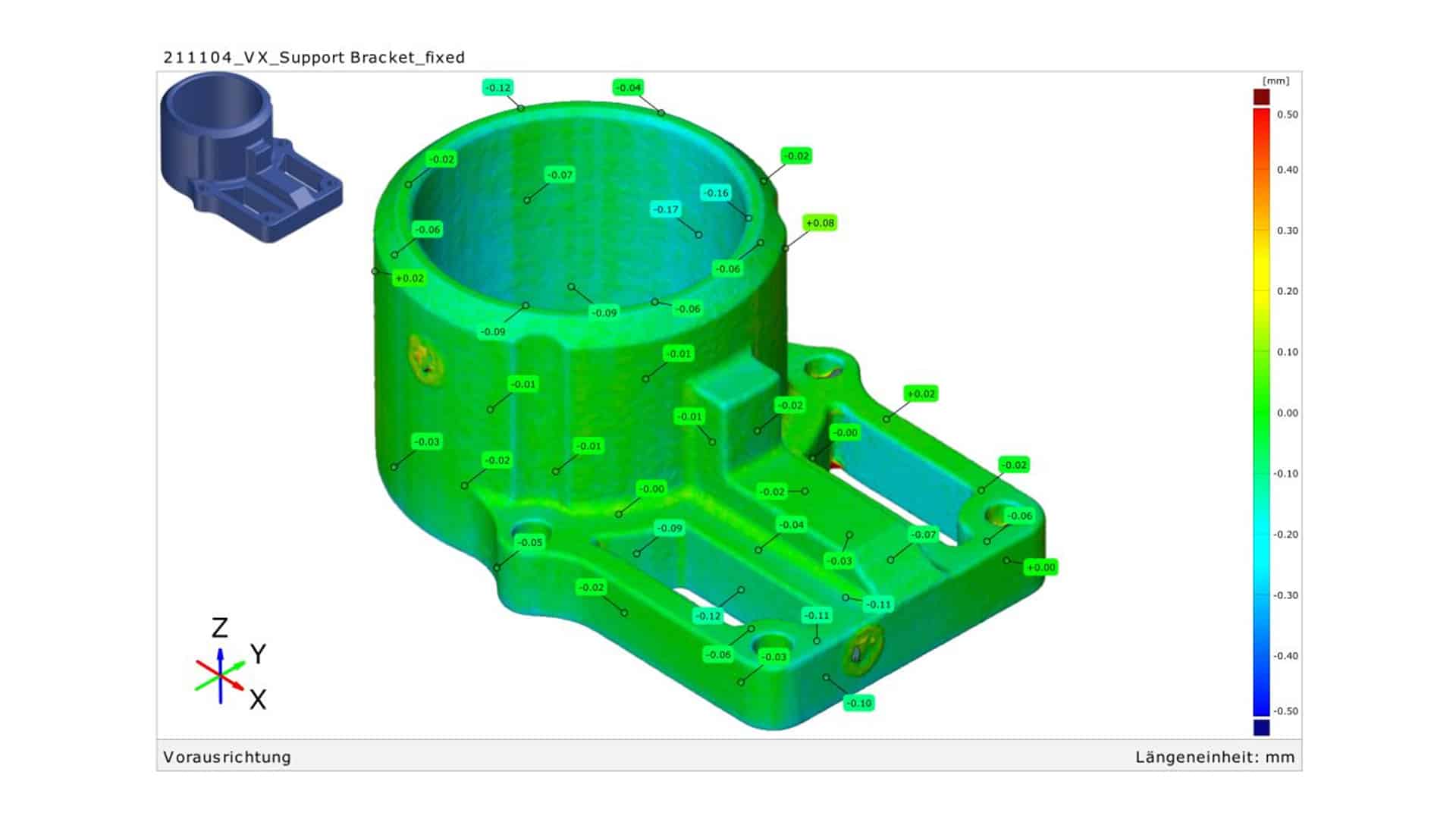
A point cloud analysis of a support bracket 3D printed via HSS
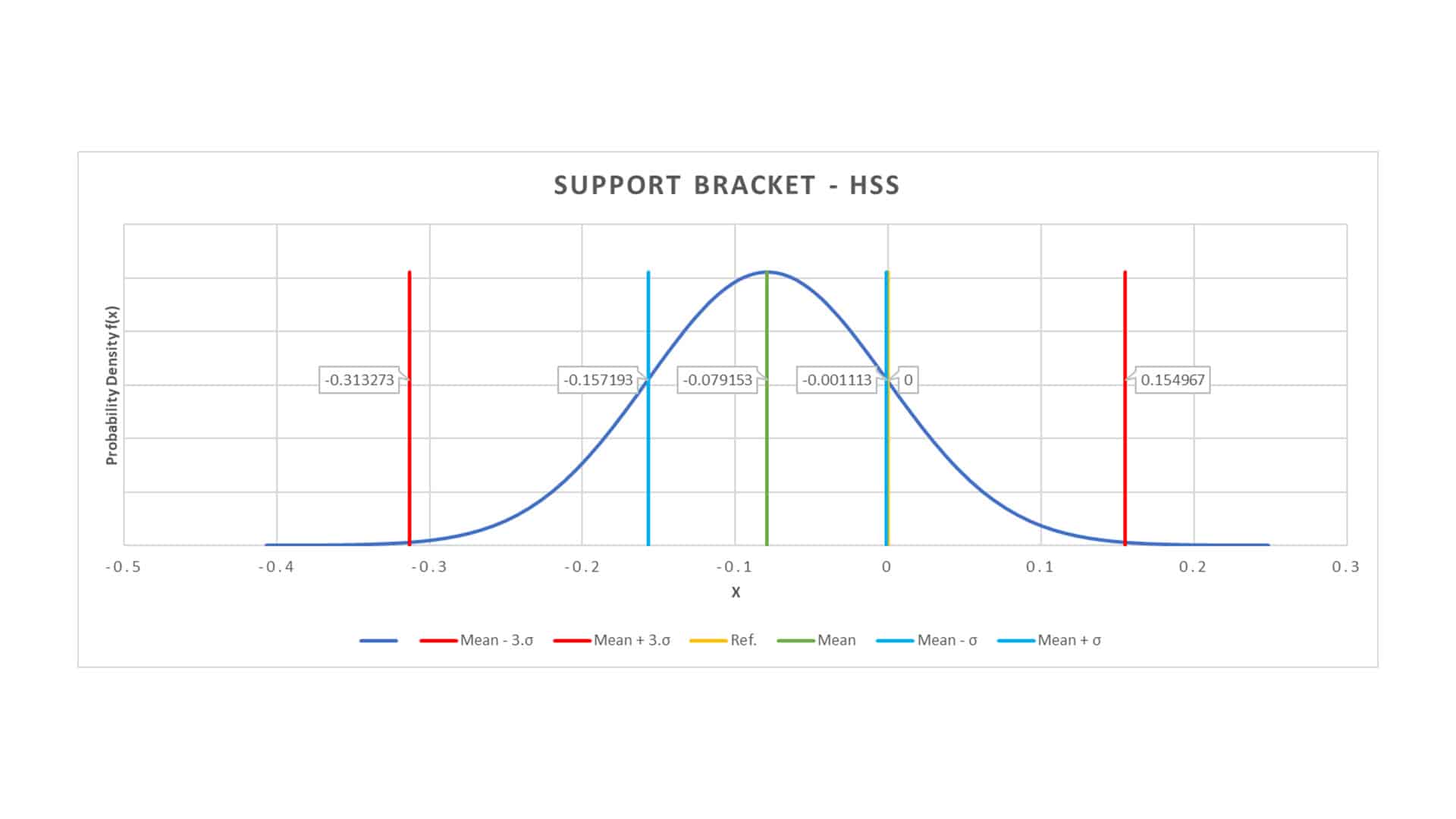
Bell curve illustrating the dimensional precision of the HSS support bracket
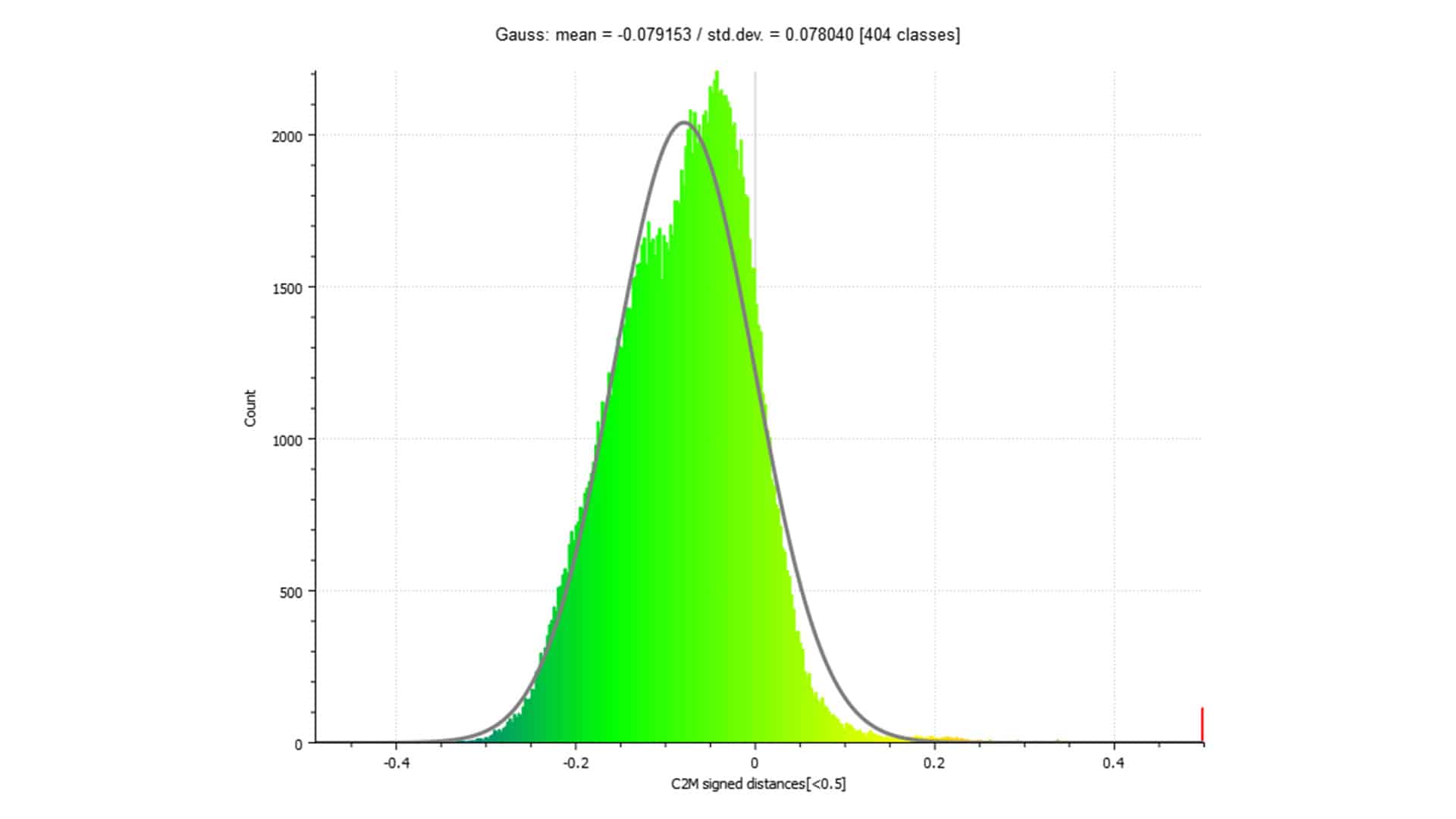
Histogram illustrating the dimensional precision of the HSS support bracket
MJF
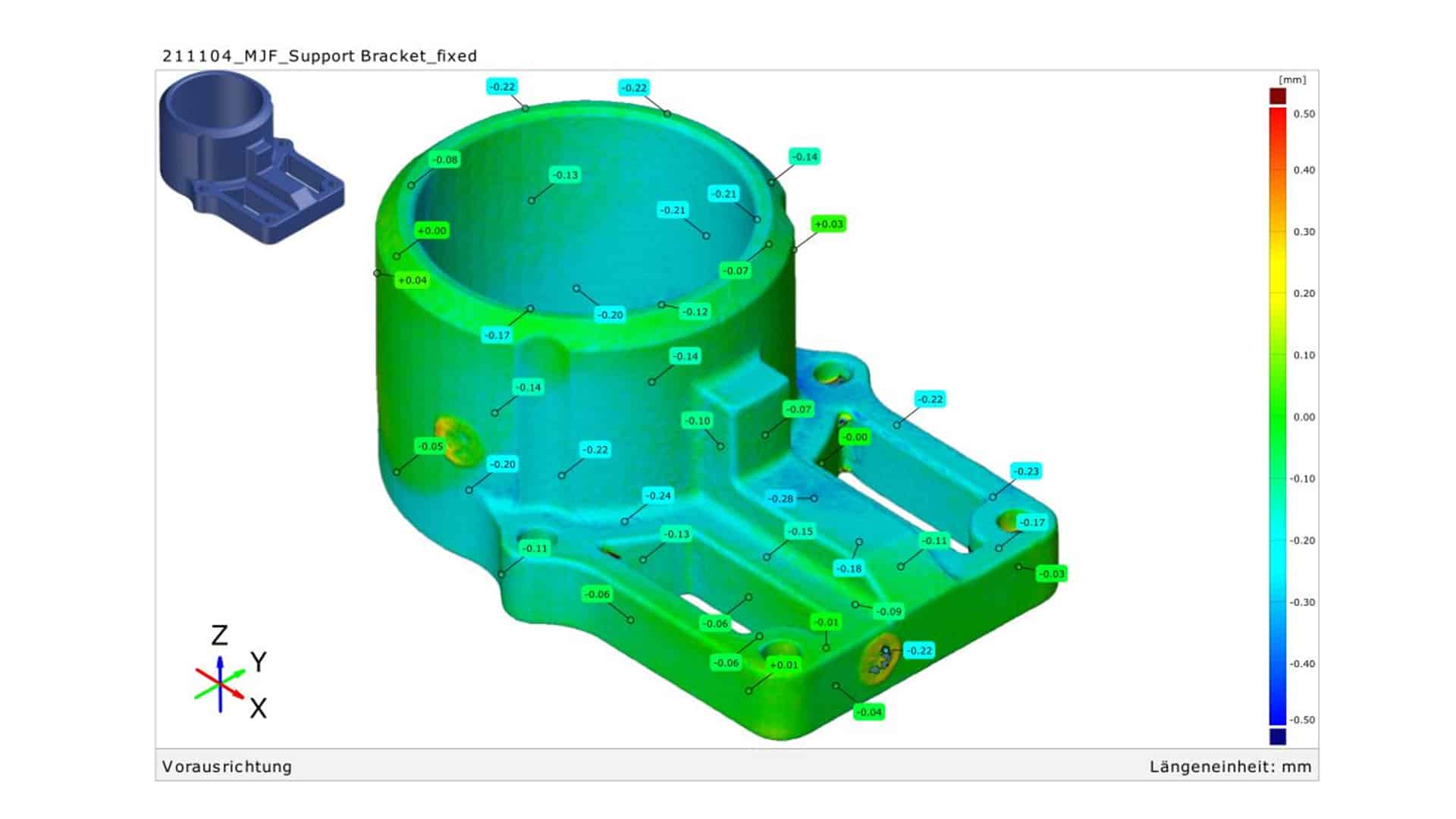
A point cloud analysis of a support bracket 3D printed via MJF
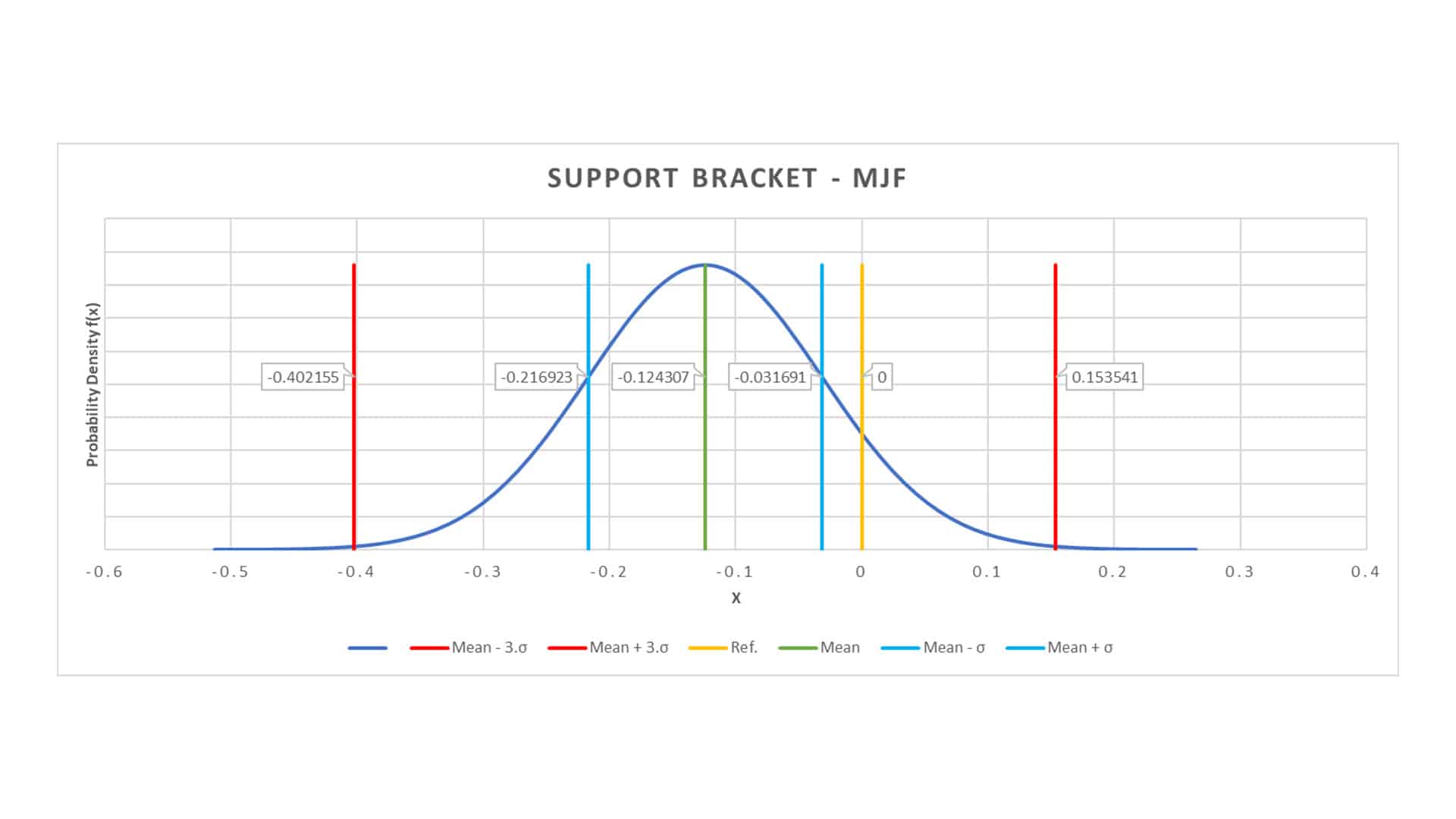
Bell curve illustrating the dimensional precision of the MJF support bracket
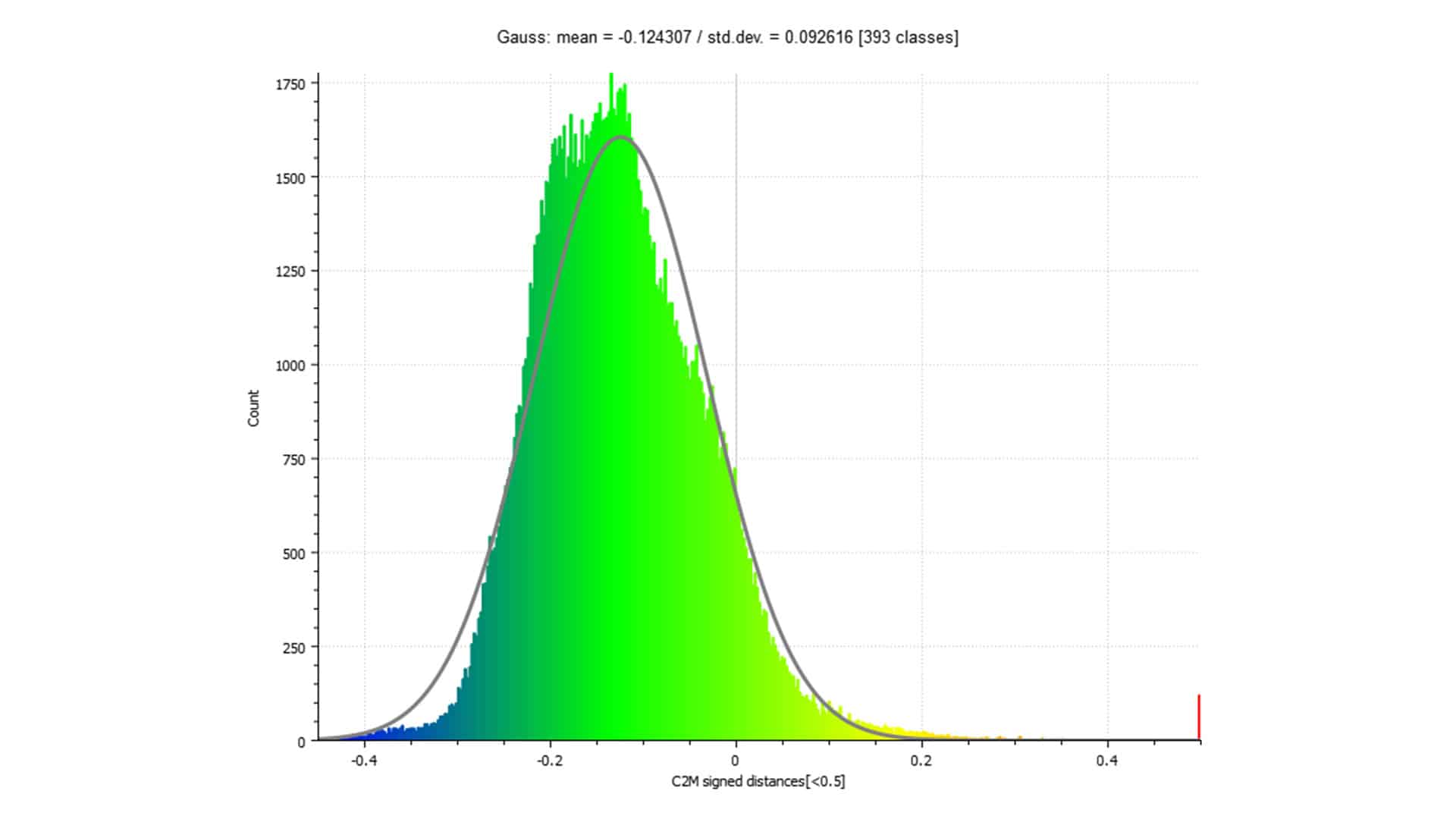
Histogram illustrating the dimensional precision of the MJF support bracket.
SLS
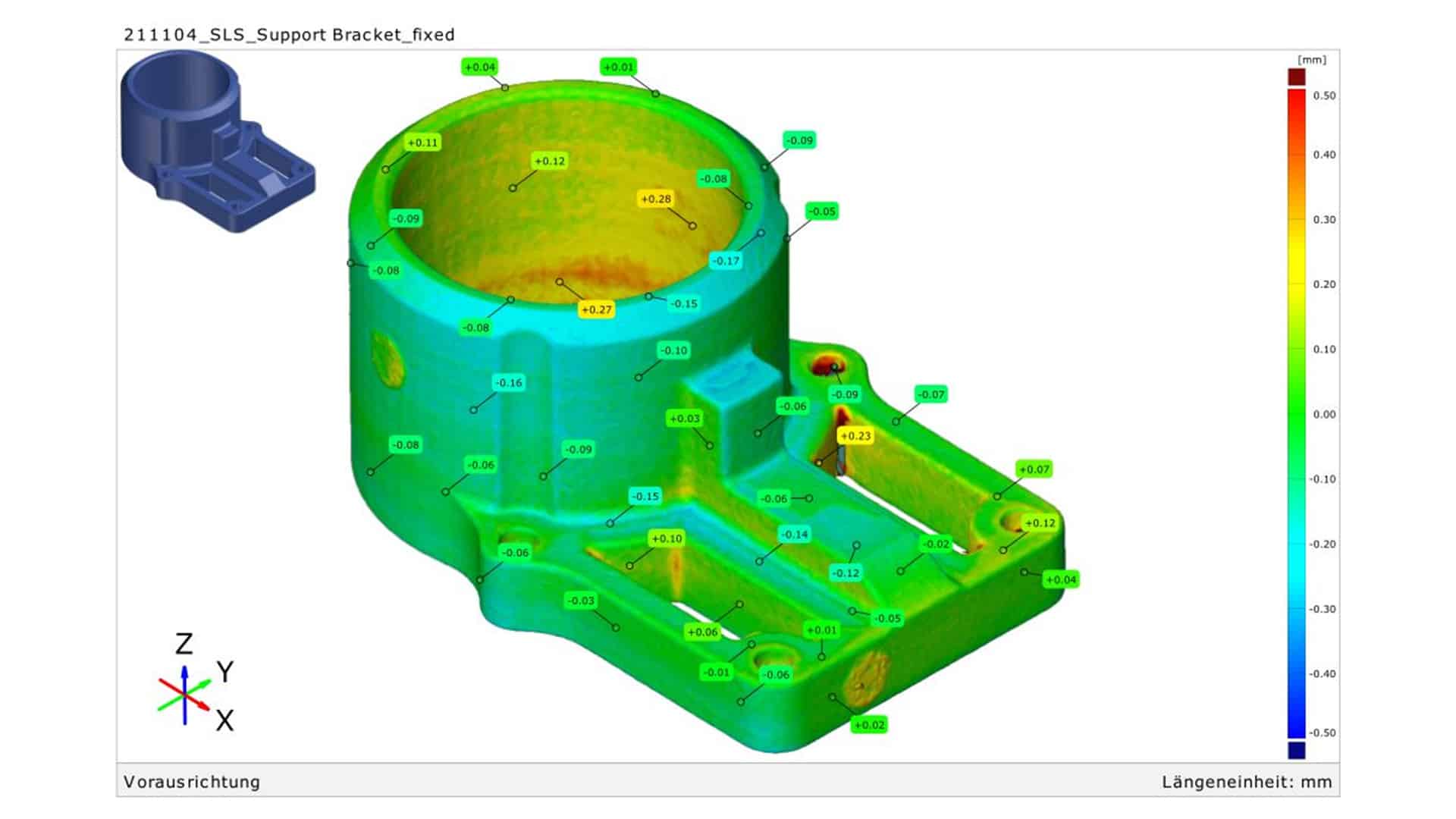
A point cloud analysis of a support bracket 3D printed via SLS
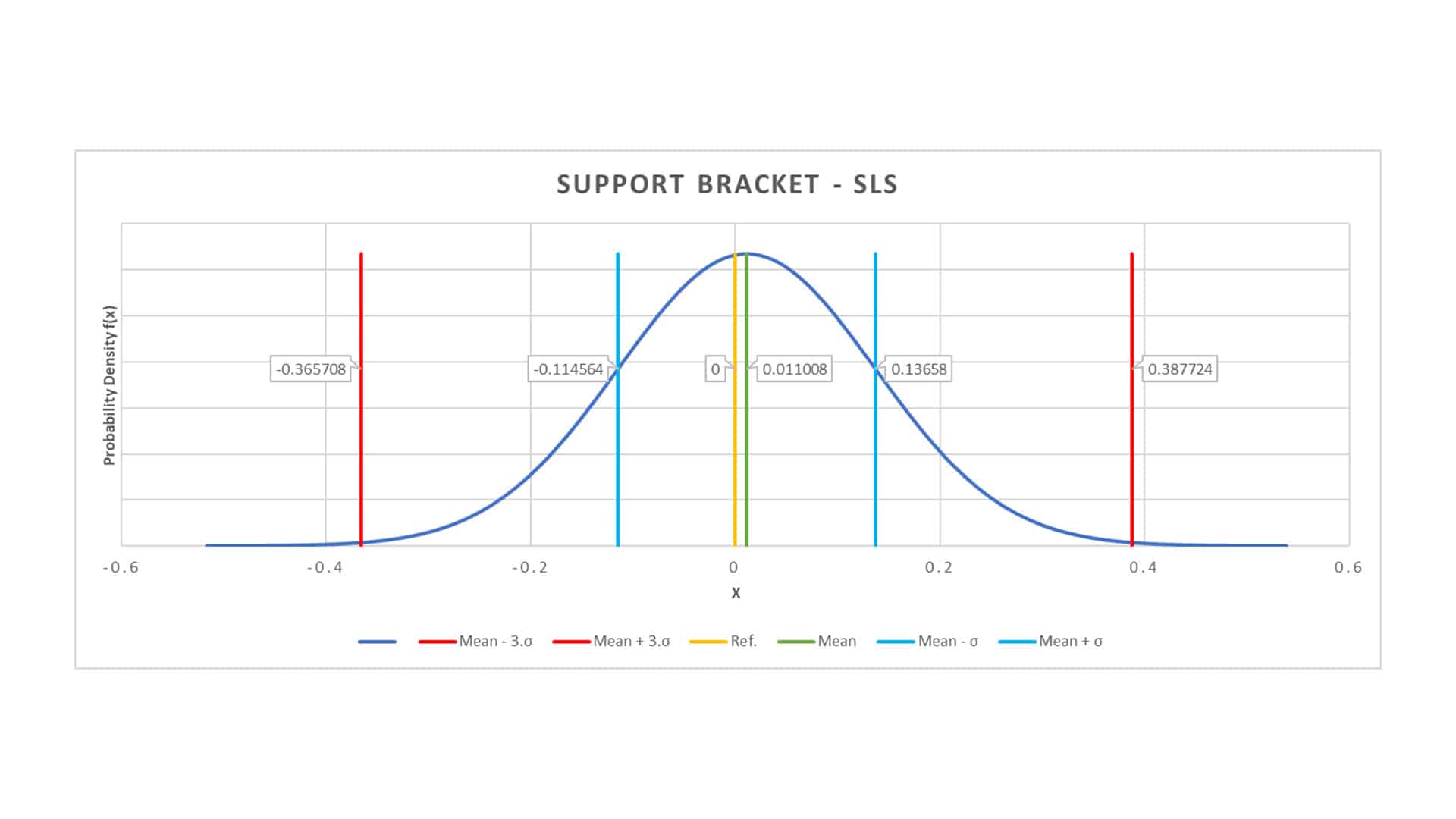
Bell curve illustrating the dimensional precision of the SLS support bracket.
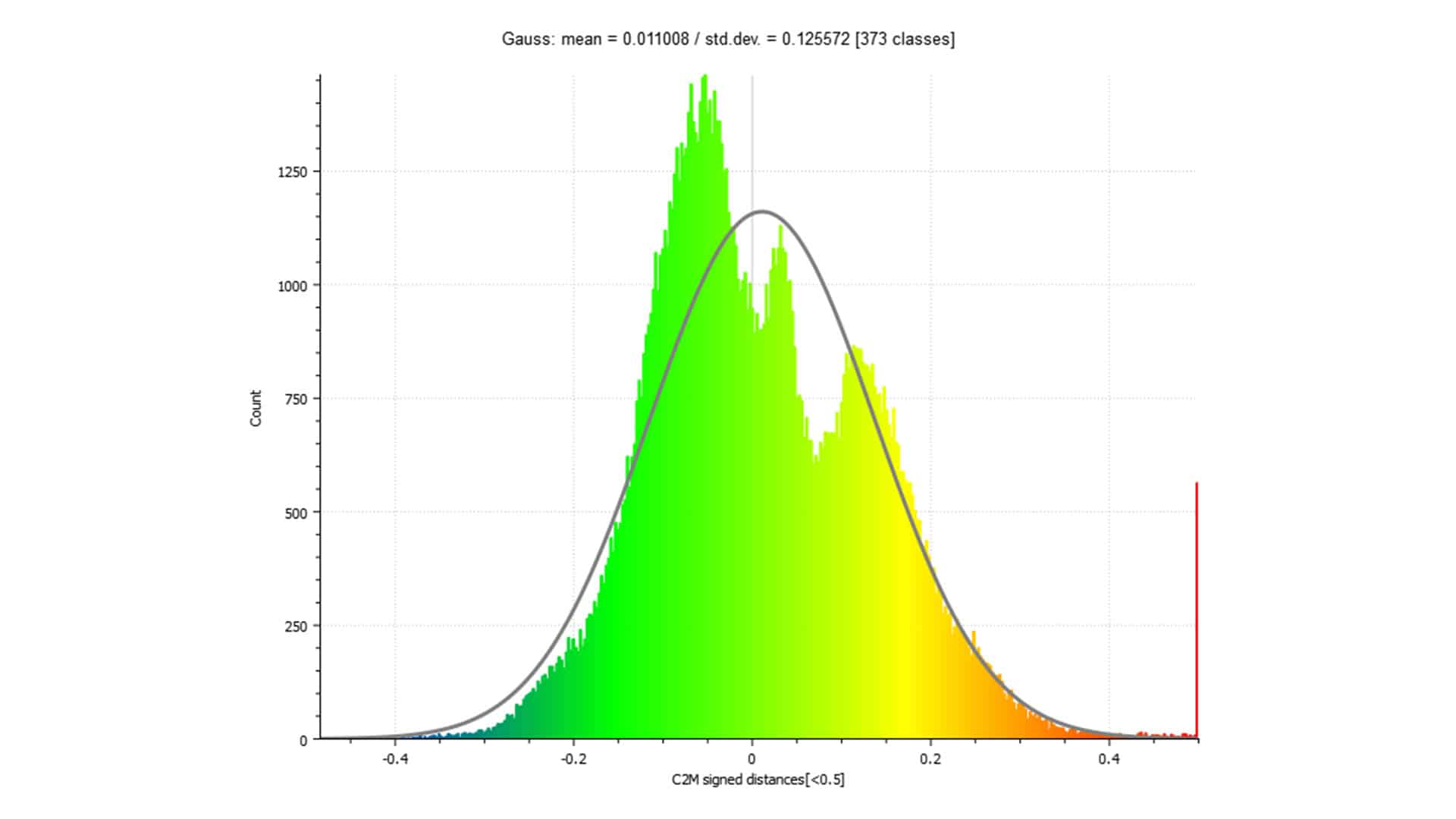
Histogram illustrating the dimensional precision of the SLS support bracket.
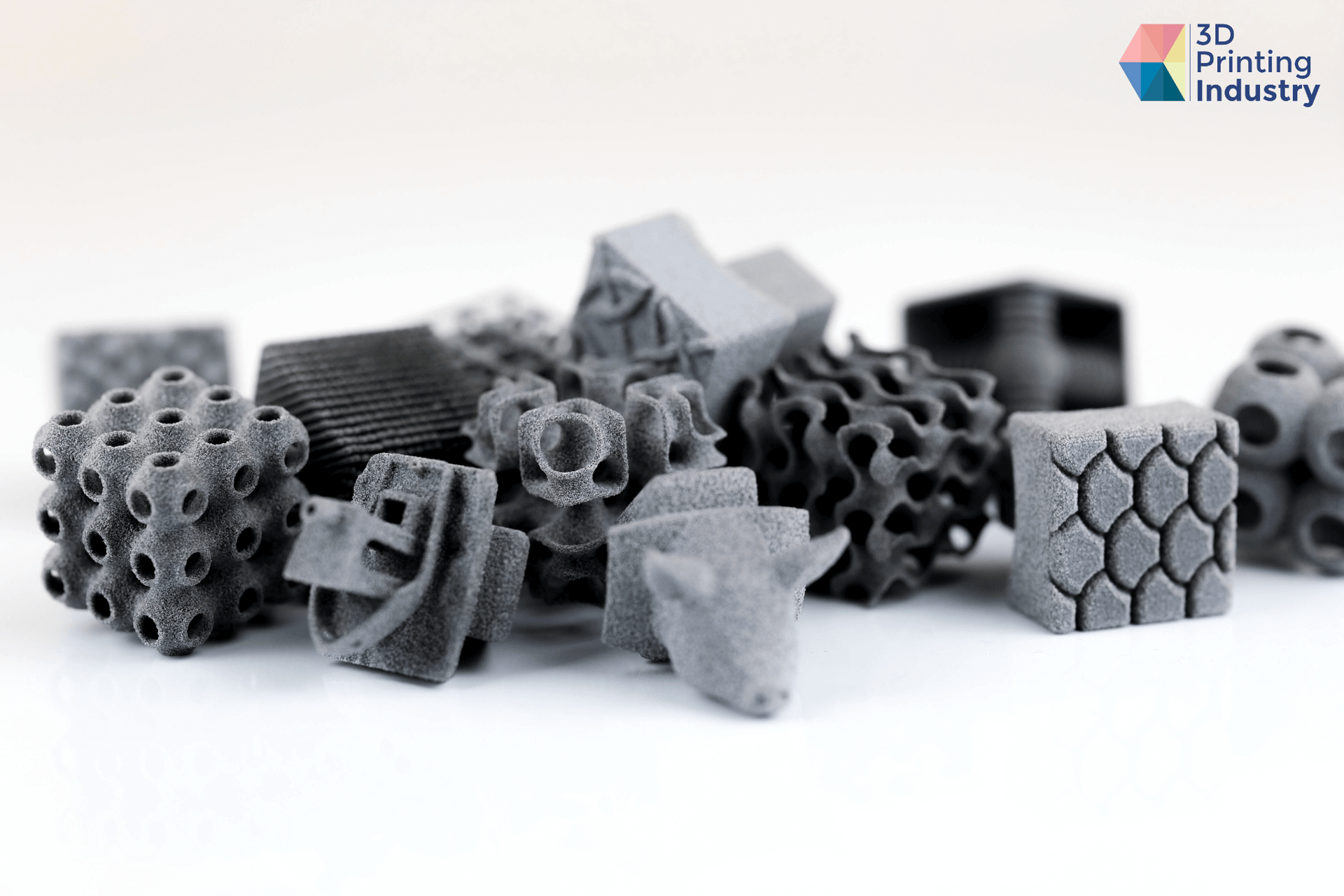
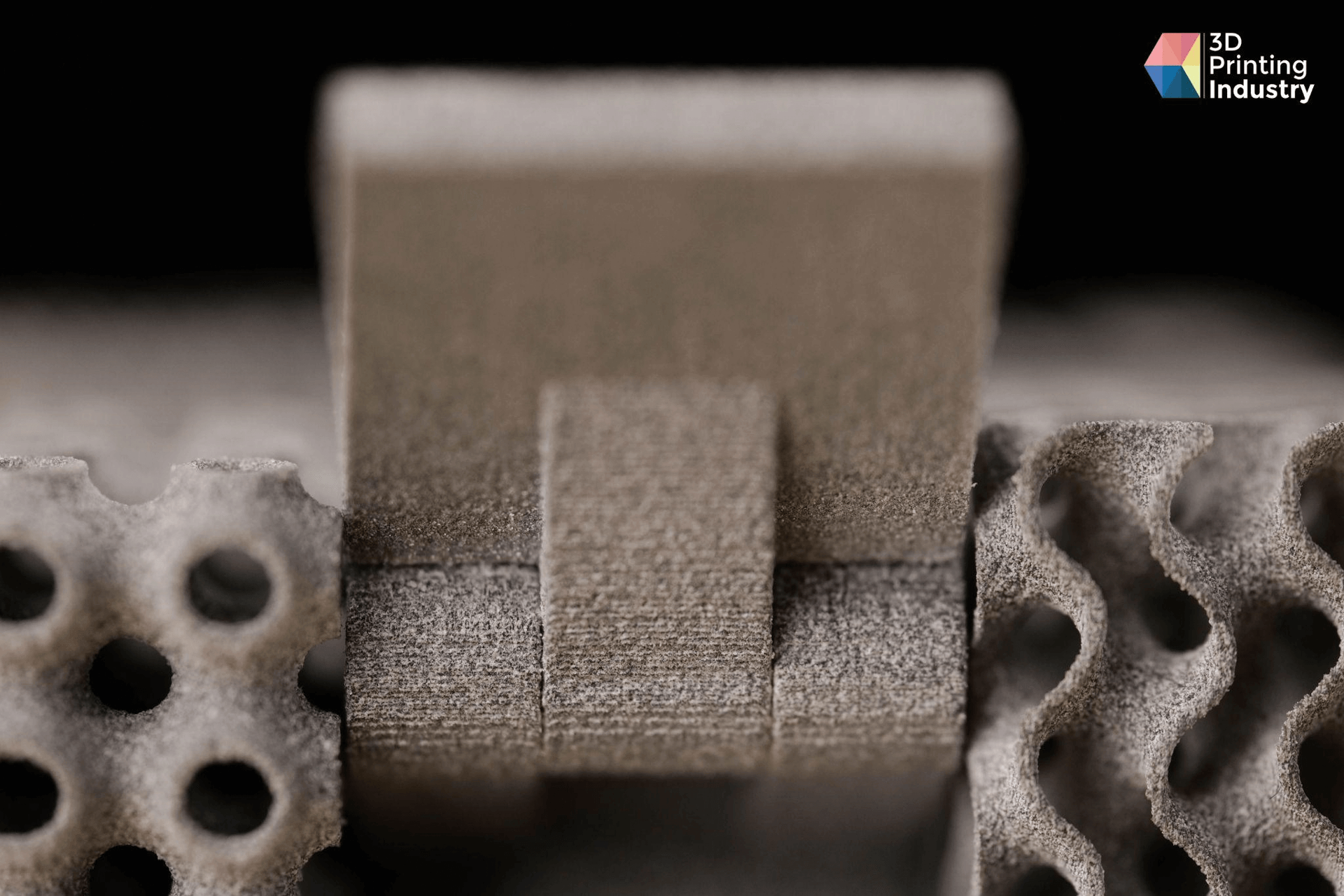
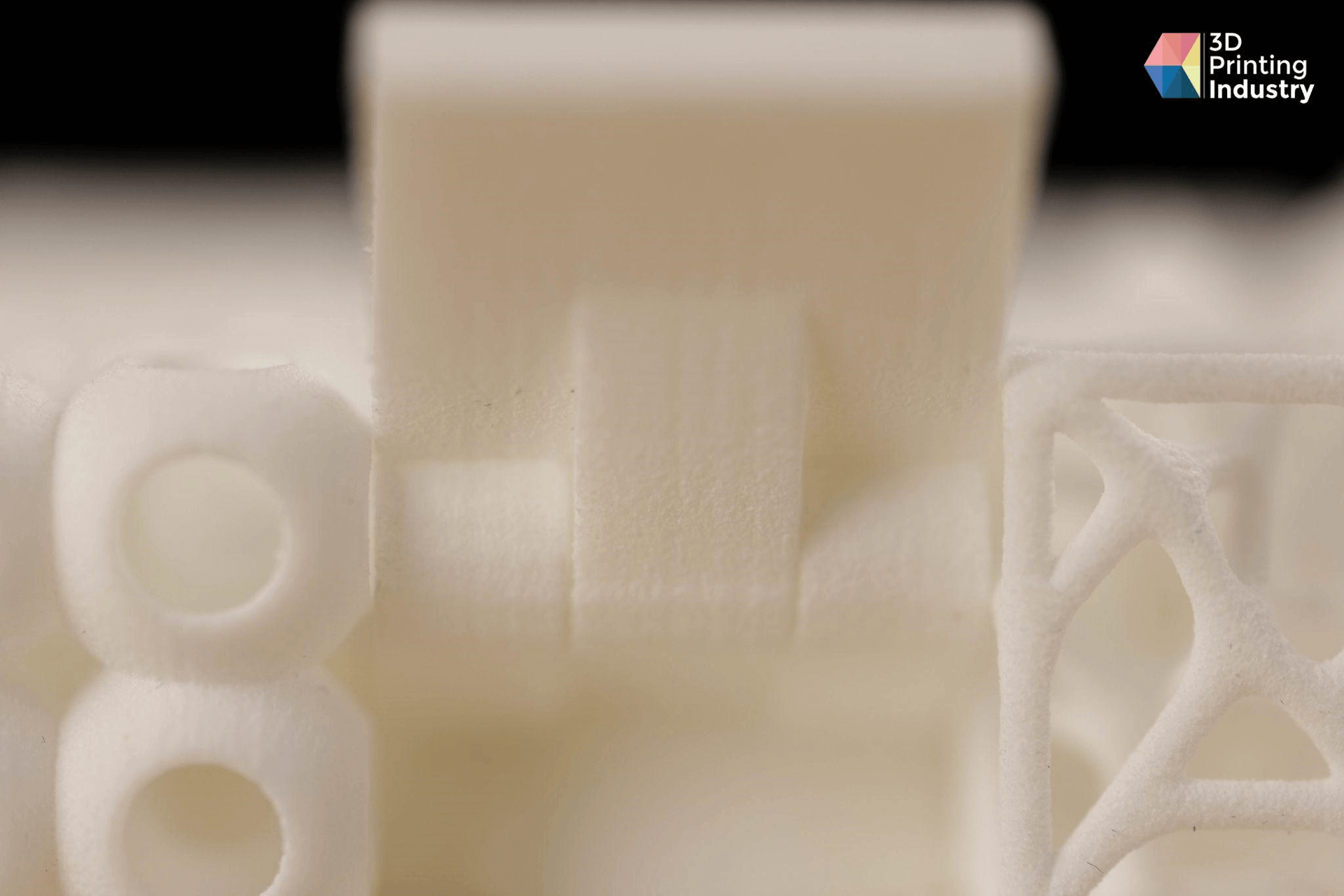
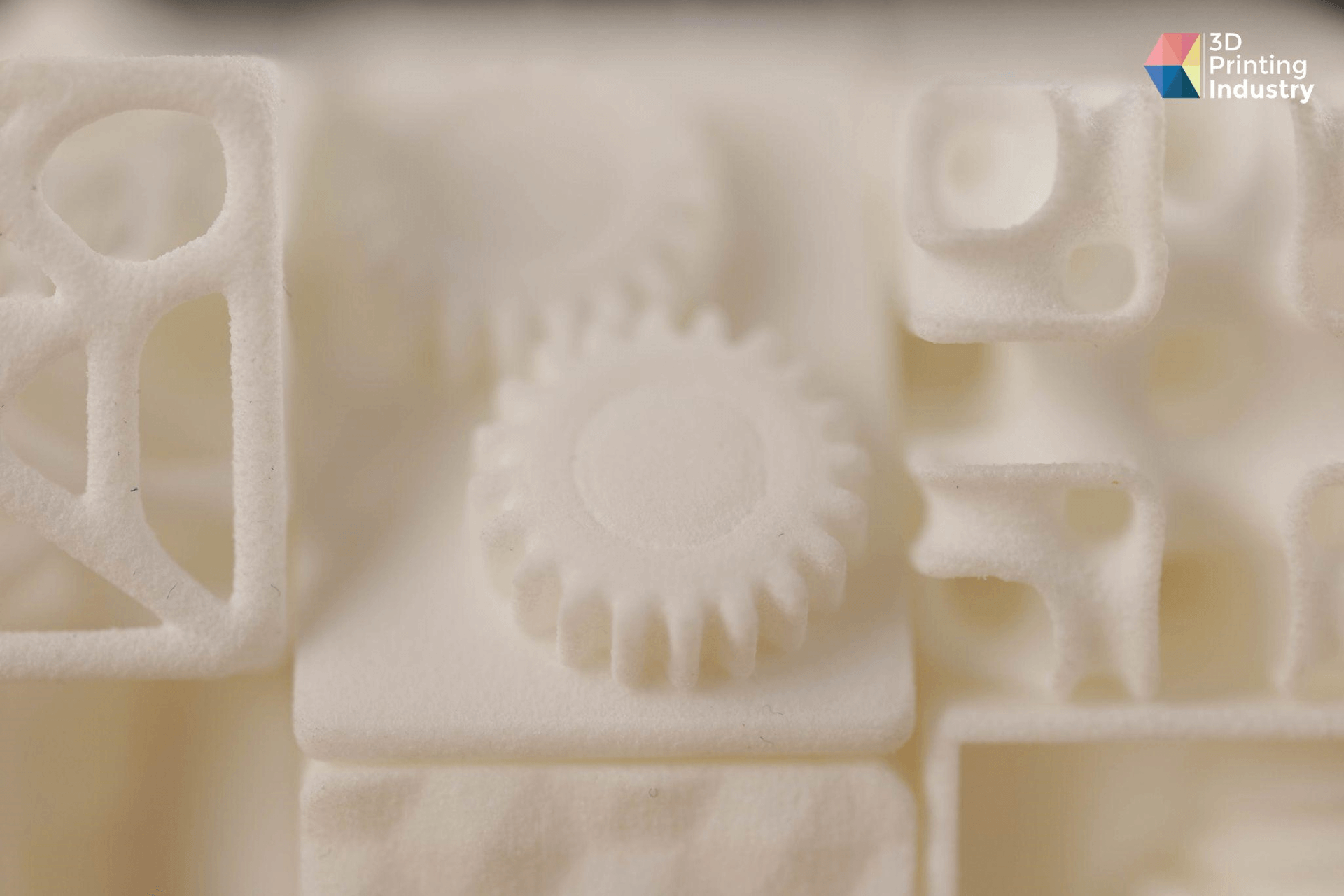
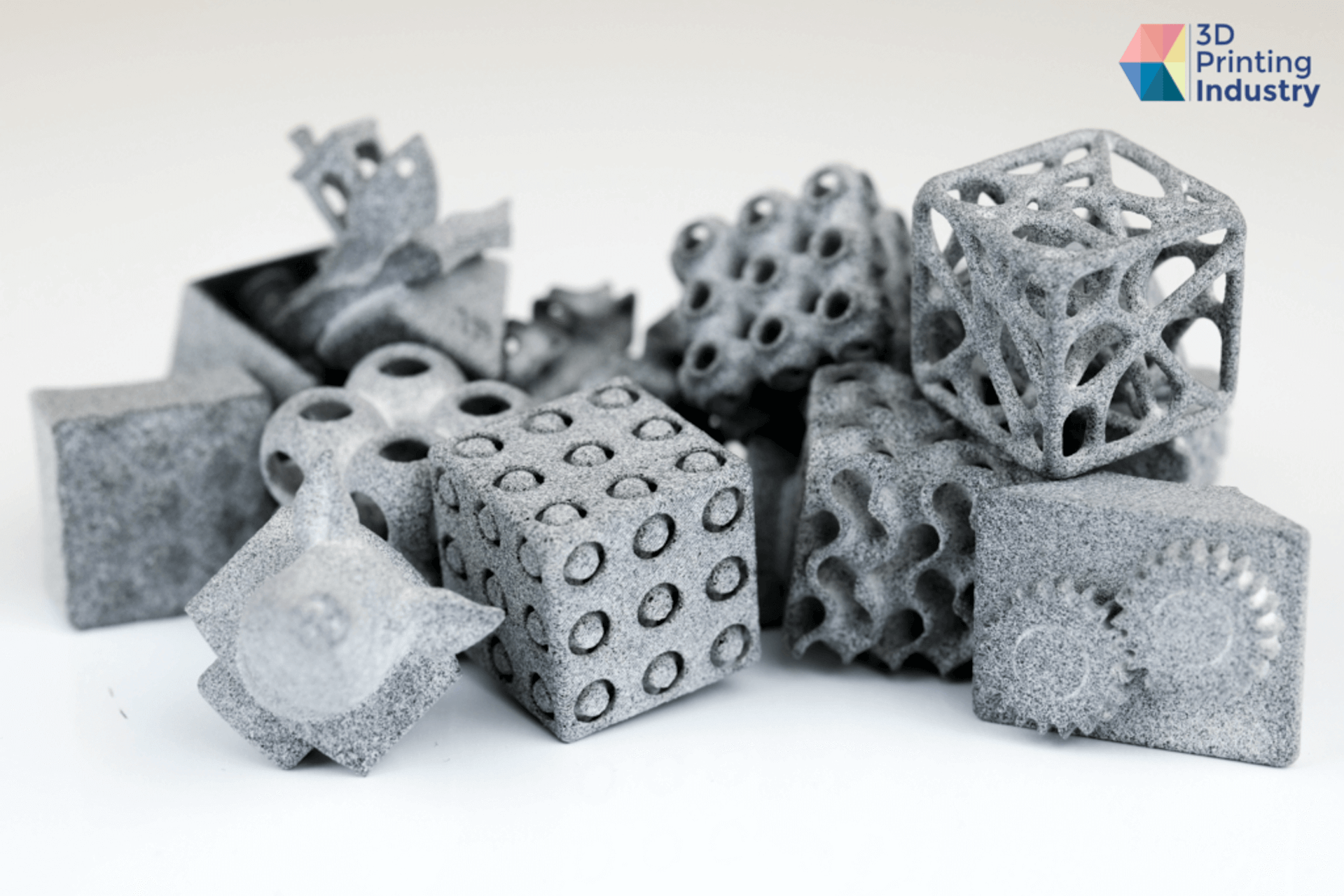
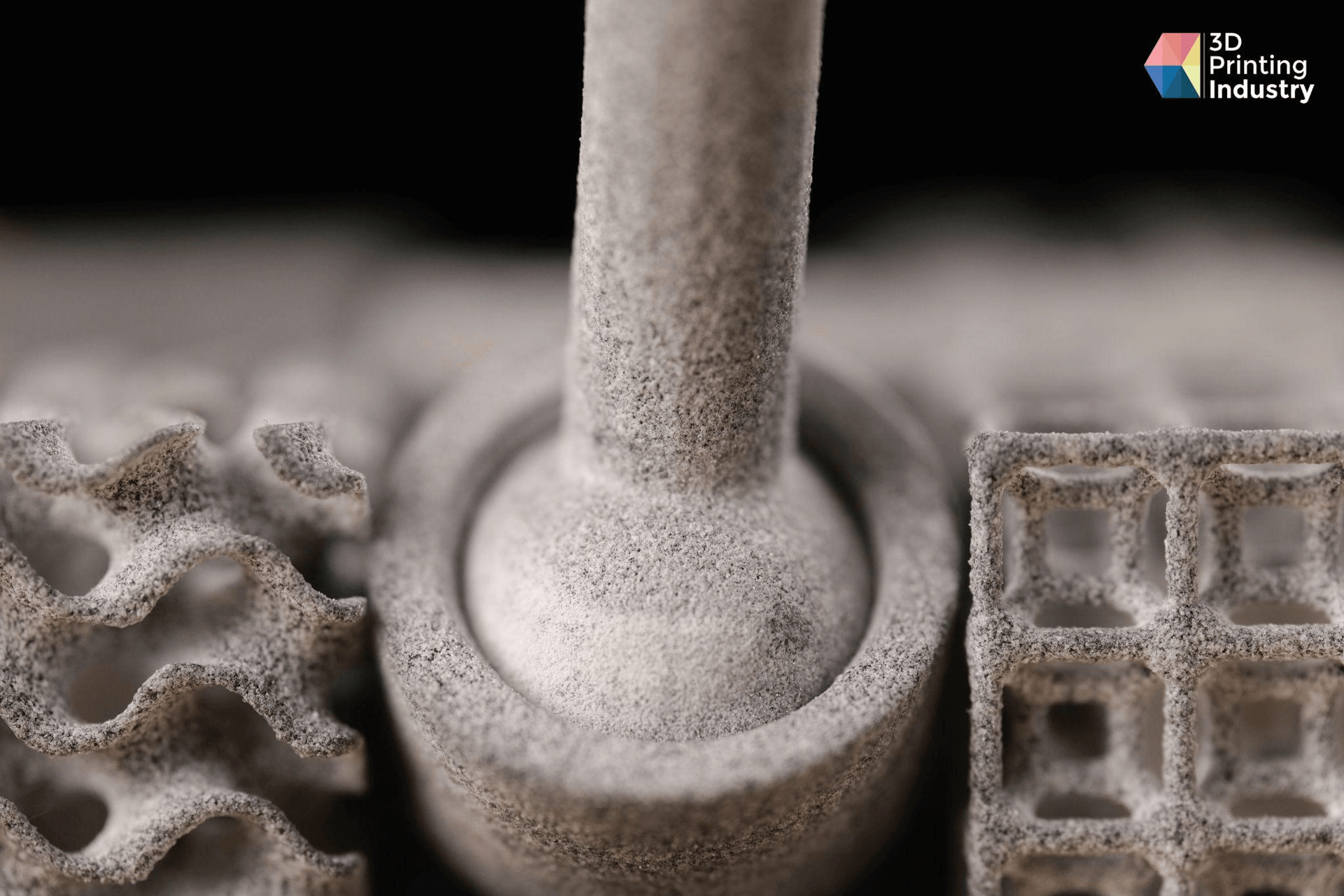
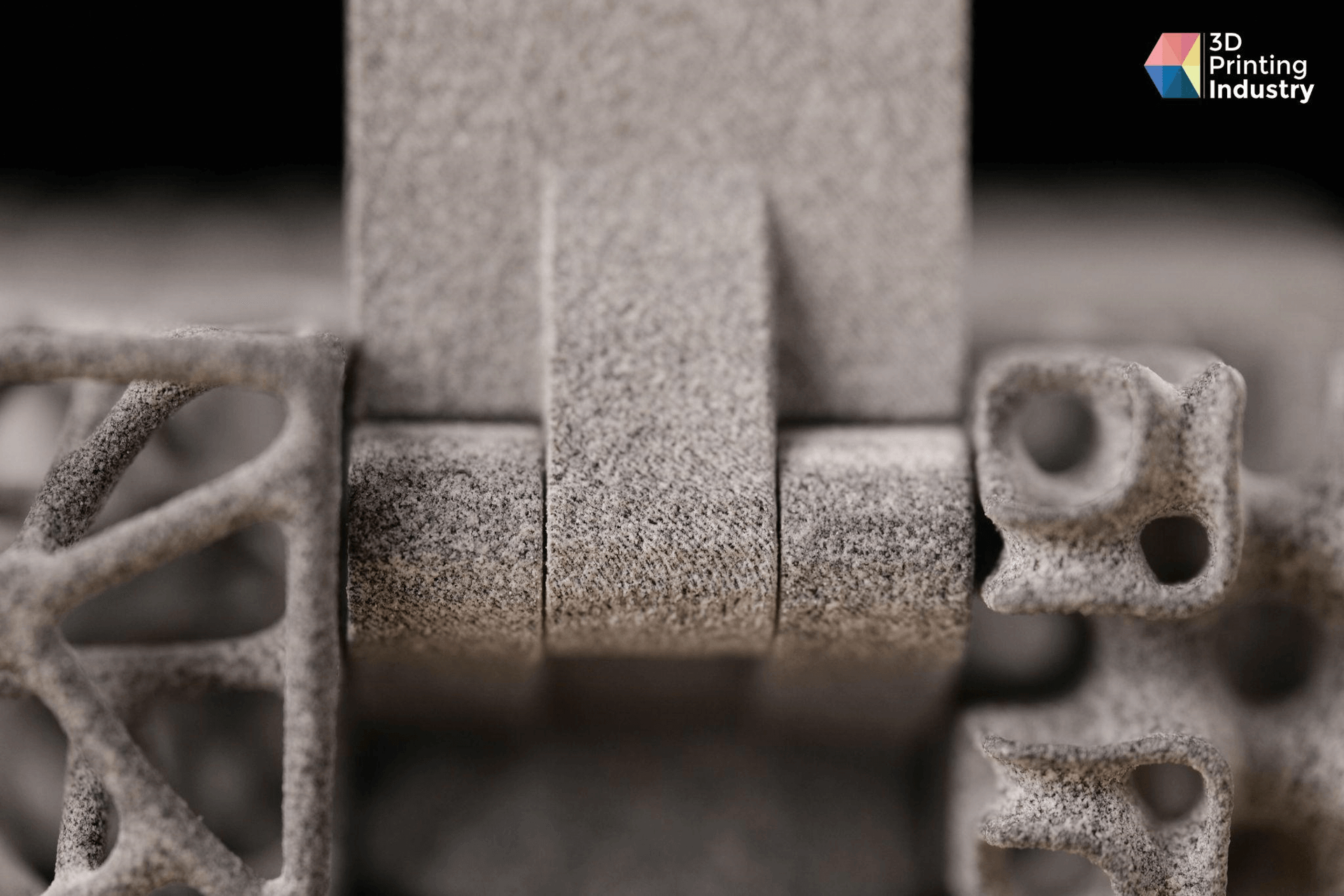
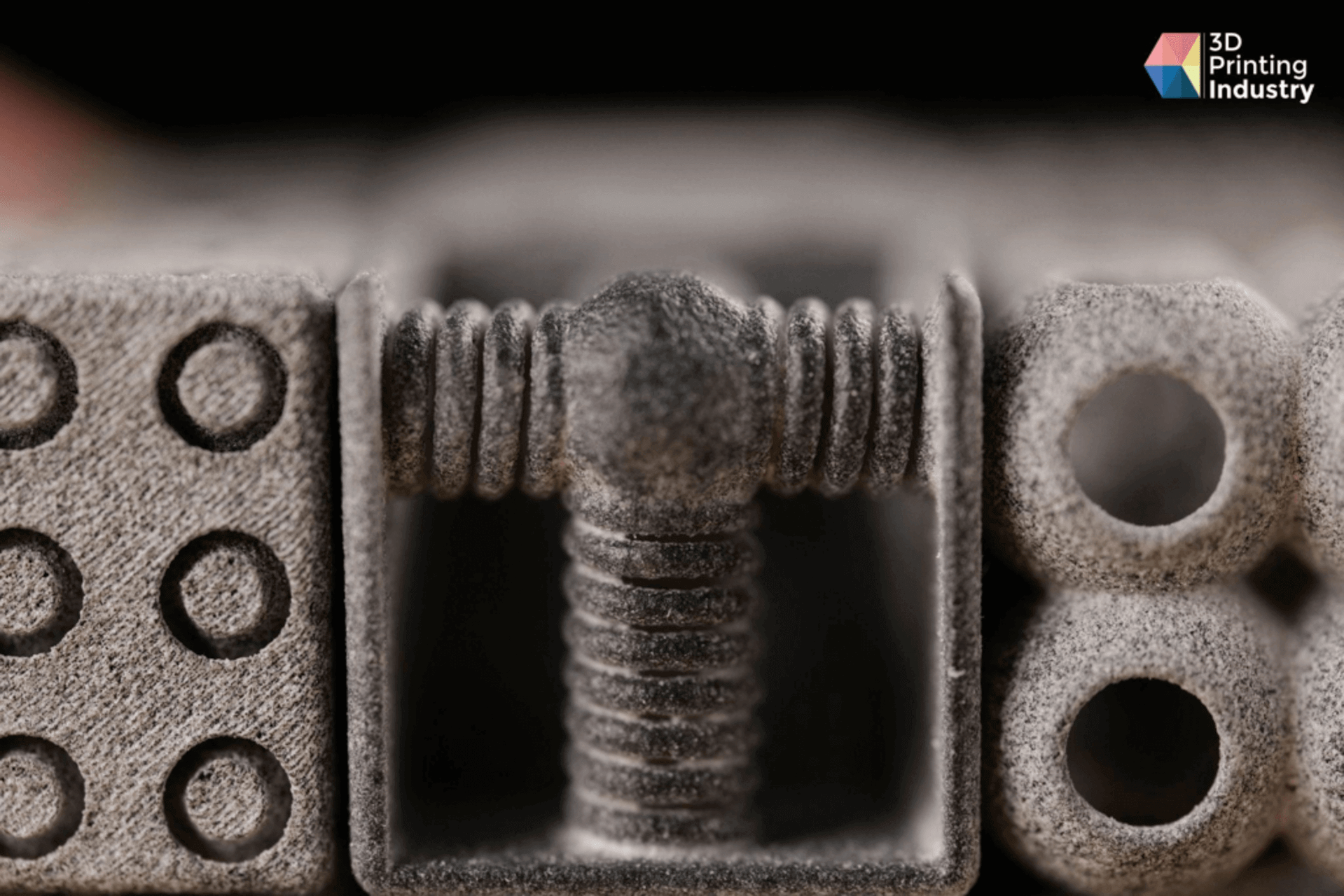
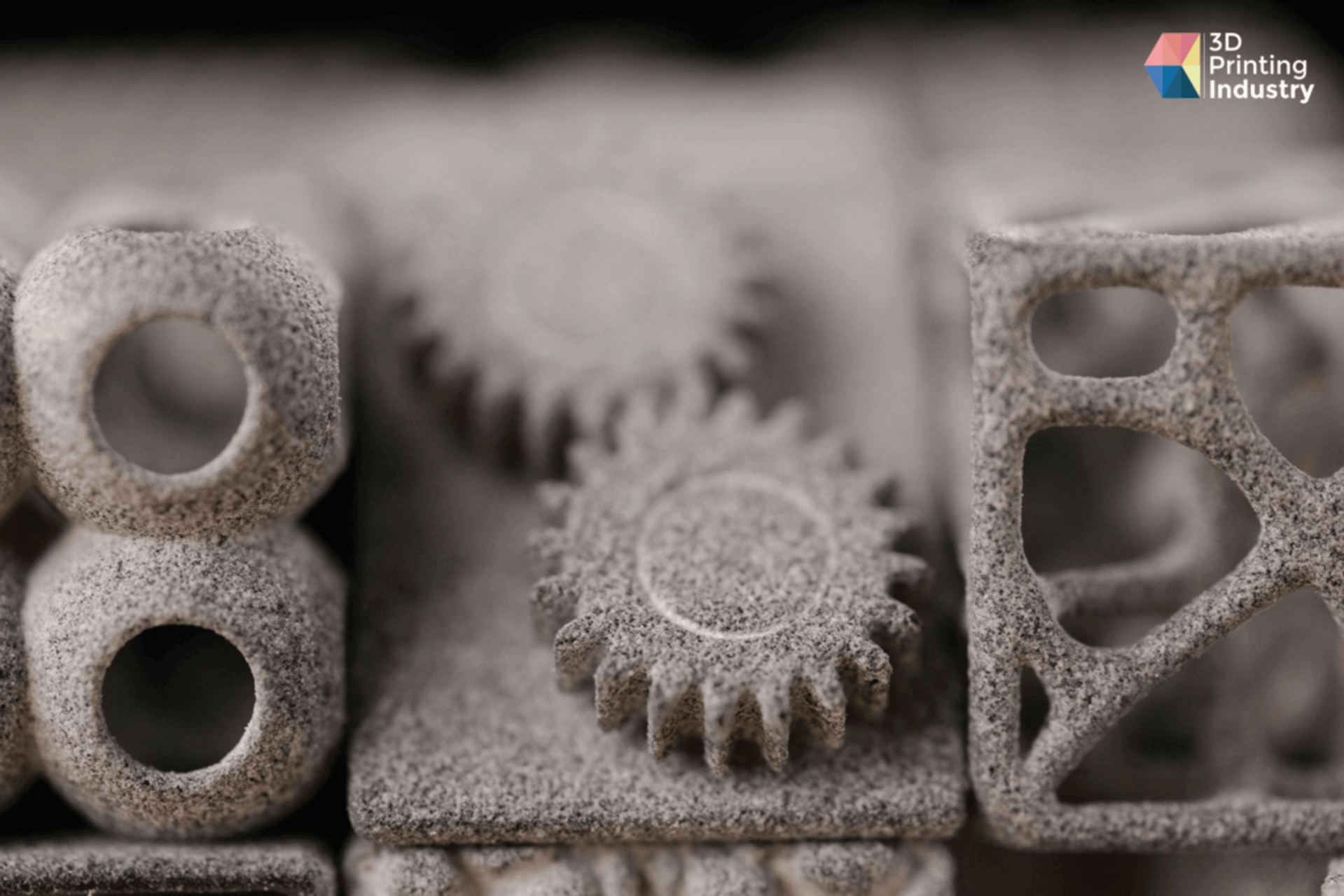
The torture cube is a dynamic print test with a plethora of moving components, meaning it provides a great way to determine the differences in surface quality between the three technologies. In this case, we looked at how easy the assembly process was for each of the cubes, the overall fluidity of the cubes’ movements, and the detail resolution between the three technologies.
When it came time to assemble the HSS torture cube, the first six faces clipped in without much force at all. The corner pieces, which required sliding rather than clipping, were a little more difficult to slot into place due to friction, with some of them calling for the use of a screwdriver.
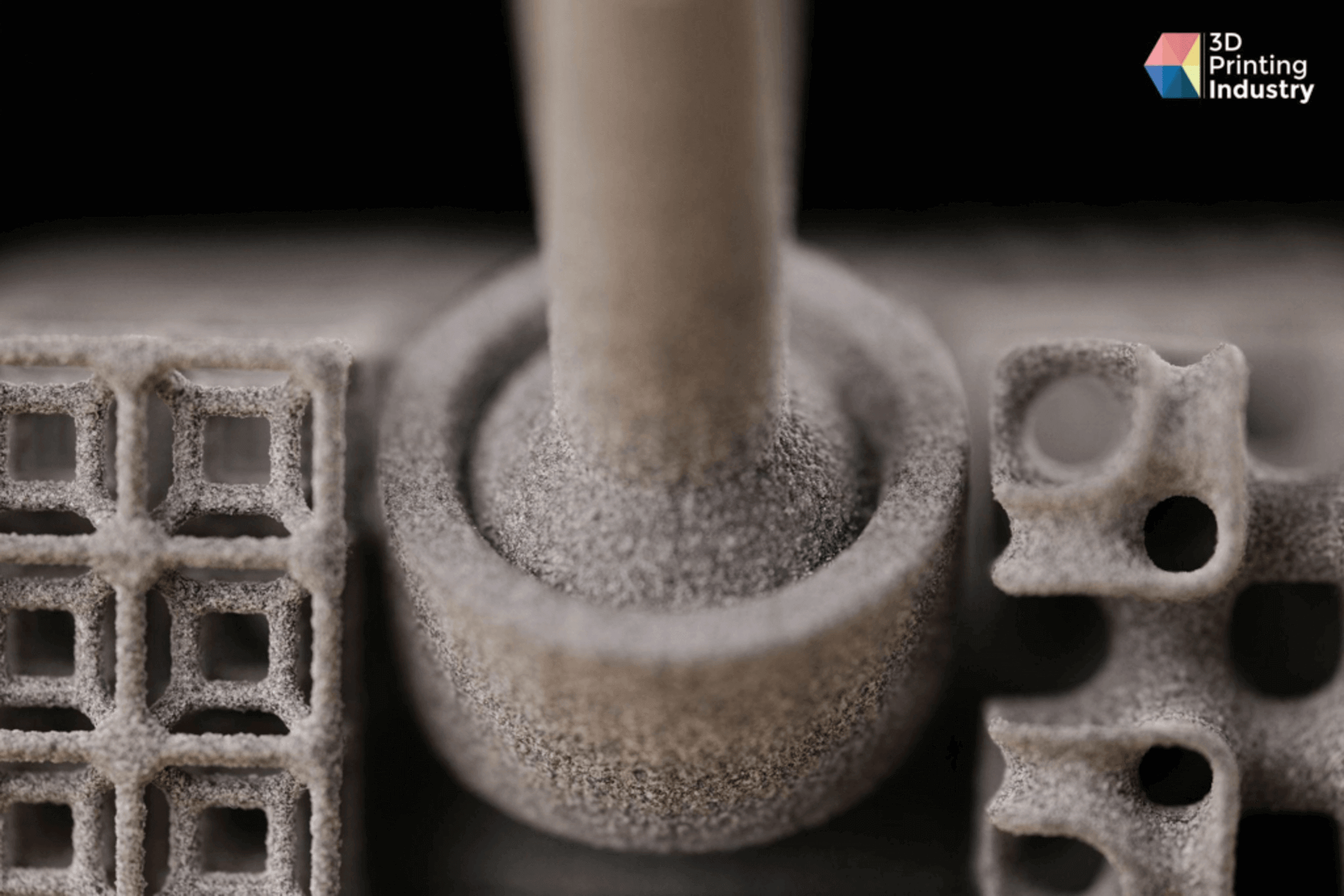
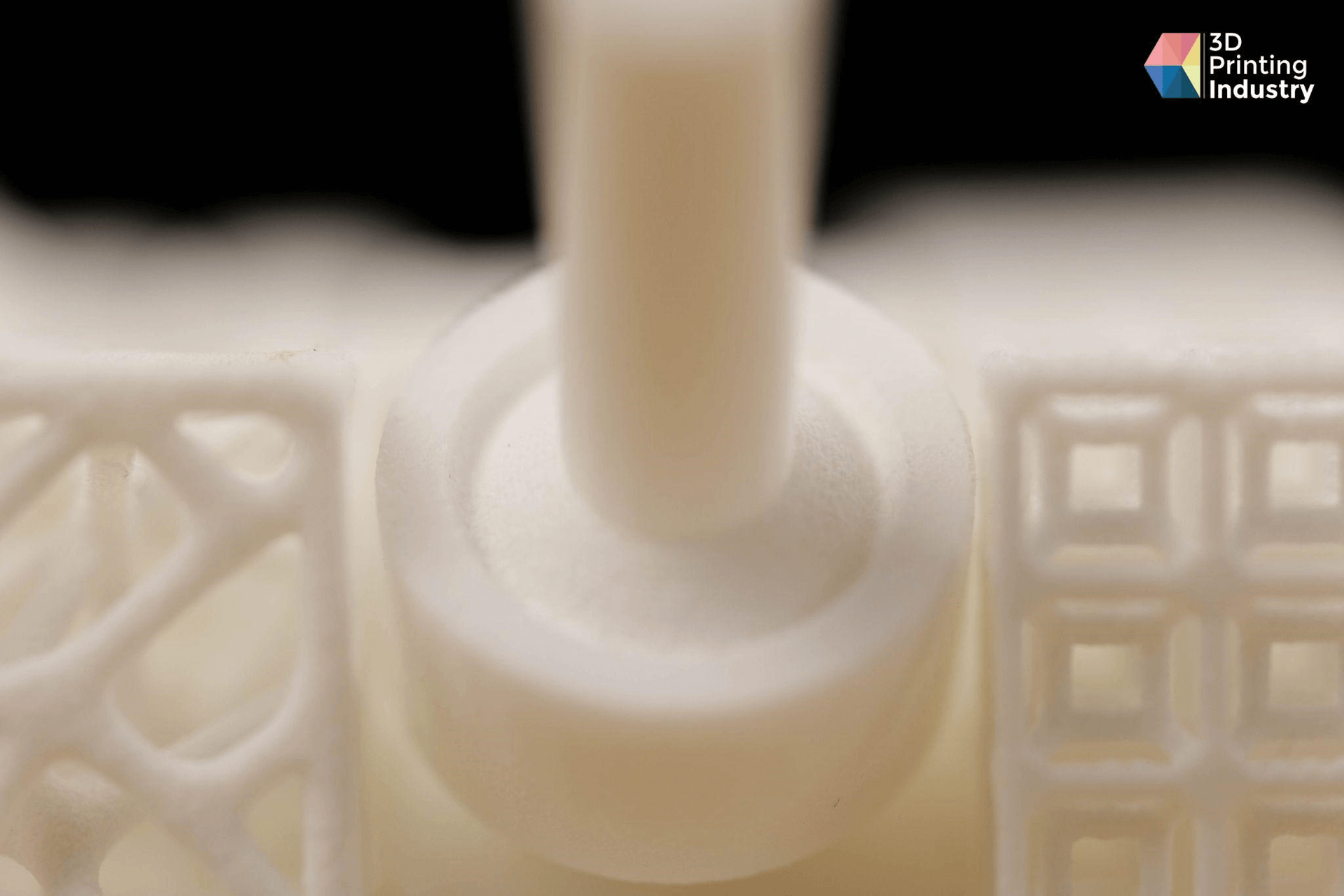
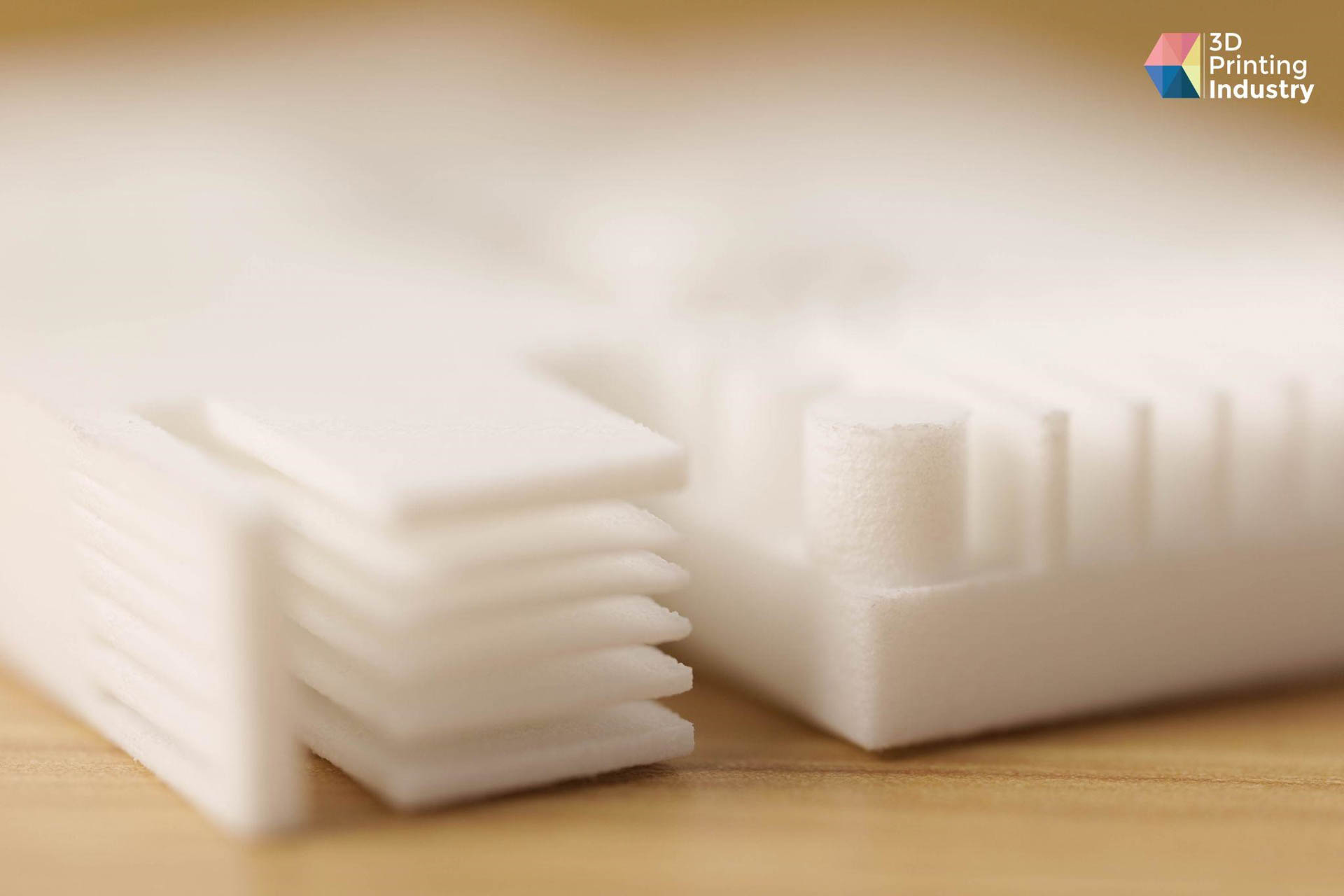
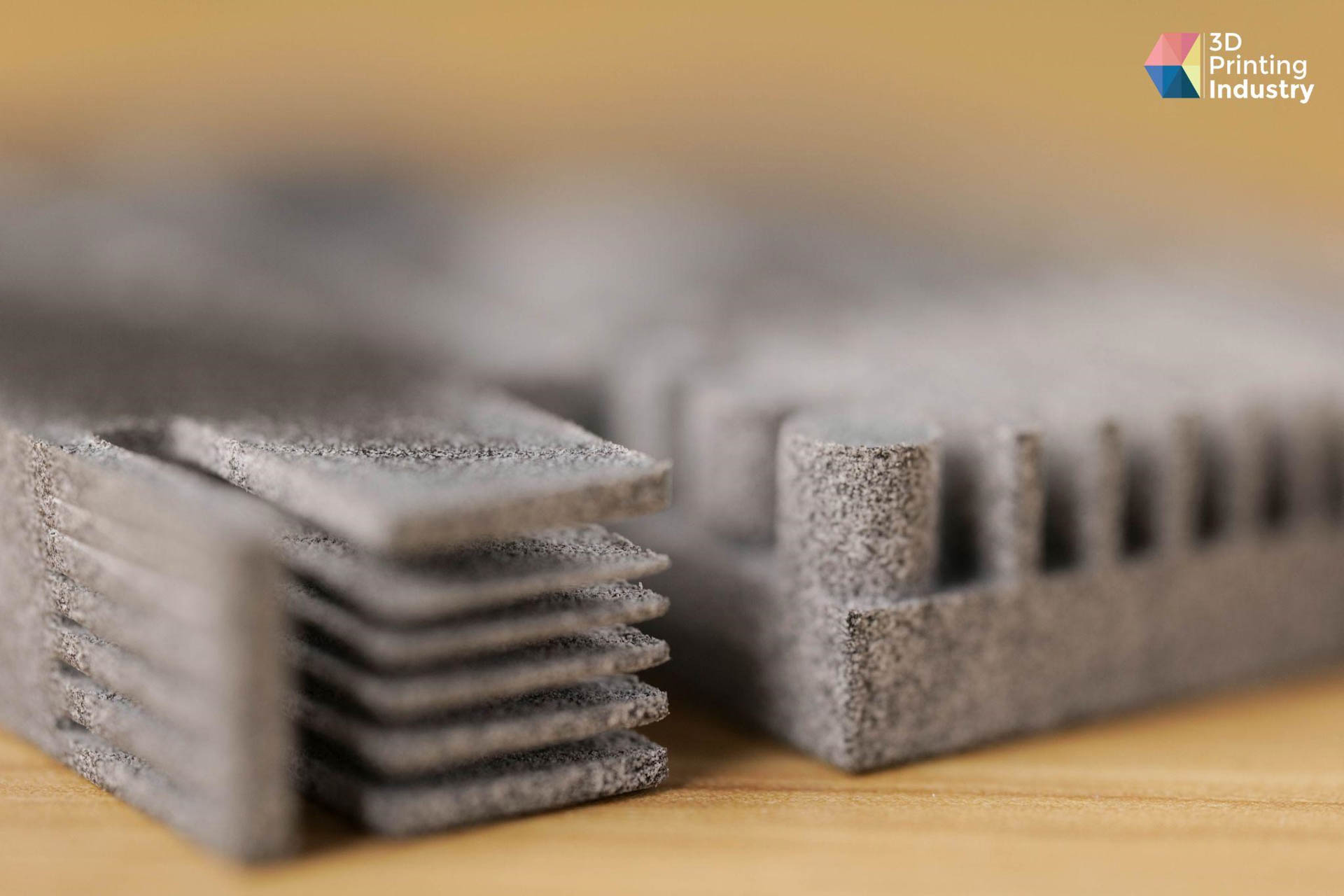
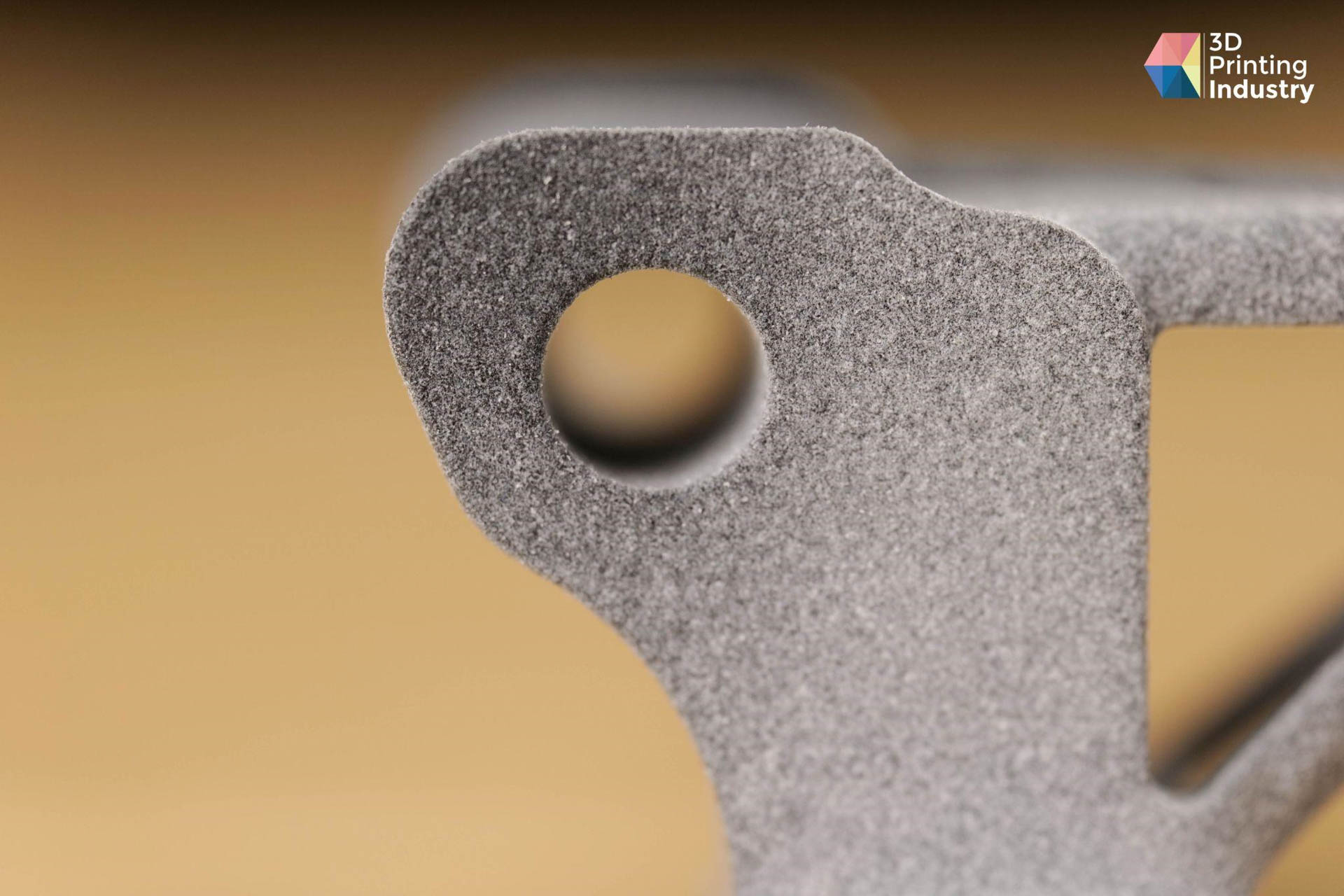
Looking closer at some of the more intricate cube elements, we noticed that the HSS parts were the cleanest in terms of residual powder. In fact, we couldn’t find any loose powder in the cavities of the lattice geometries, so no additional post-processing was necessary.
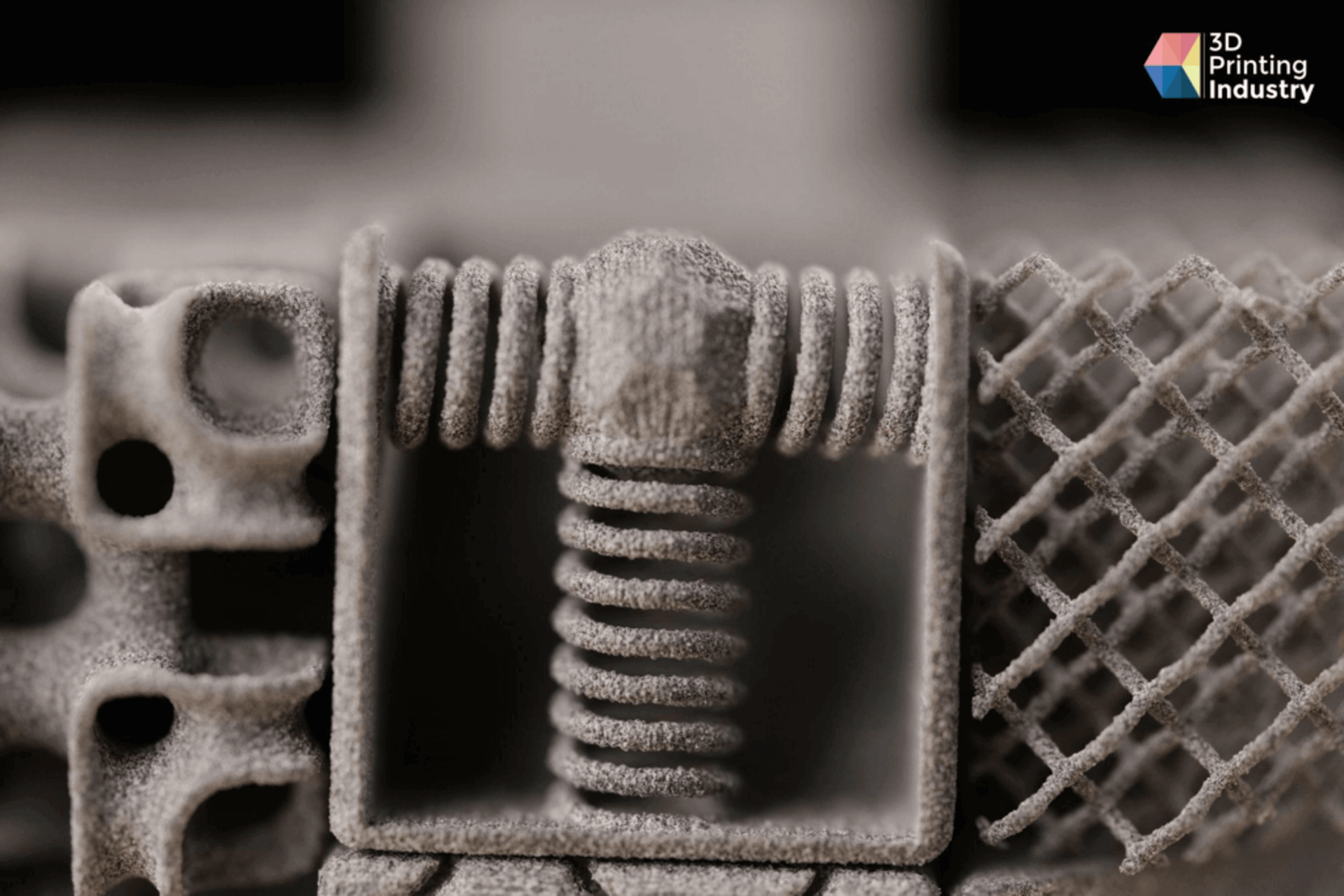
Due to the presence of small volumes of residual Nylon powder in the lattice structures, we had to conduct some minor additional post-processing on the SLS build. This involved blowing out the cavities and manually shaking out the cube elements before assembly.

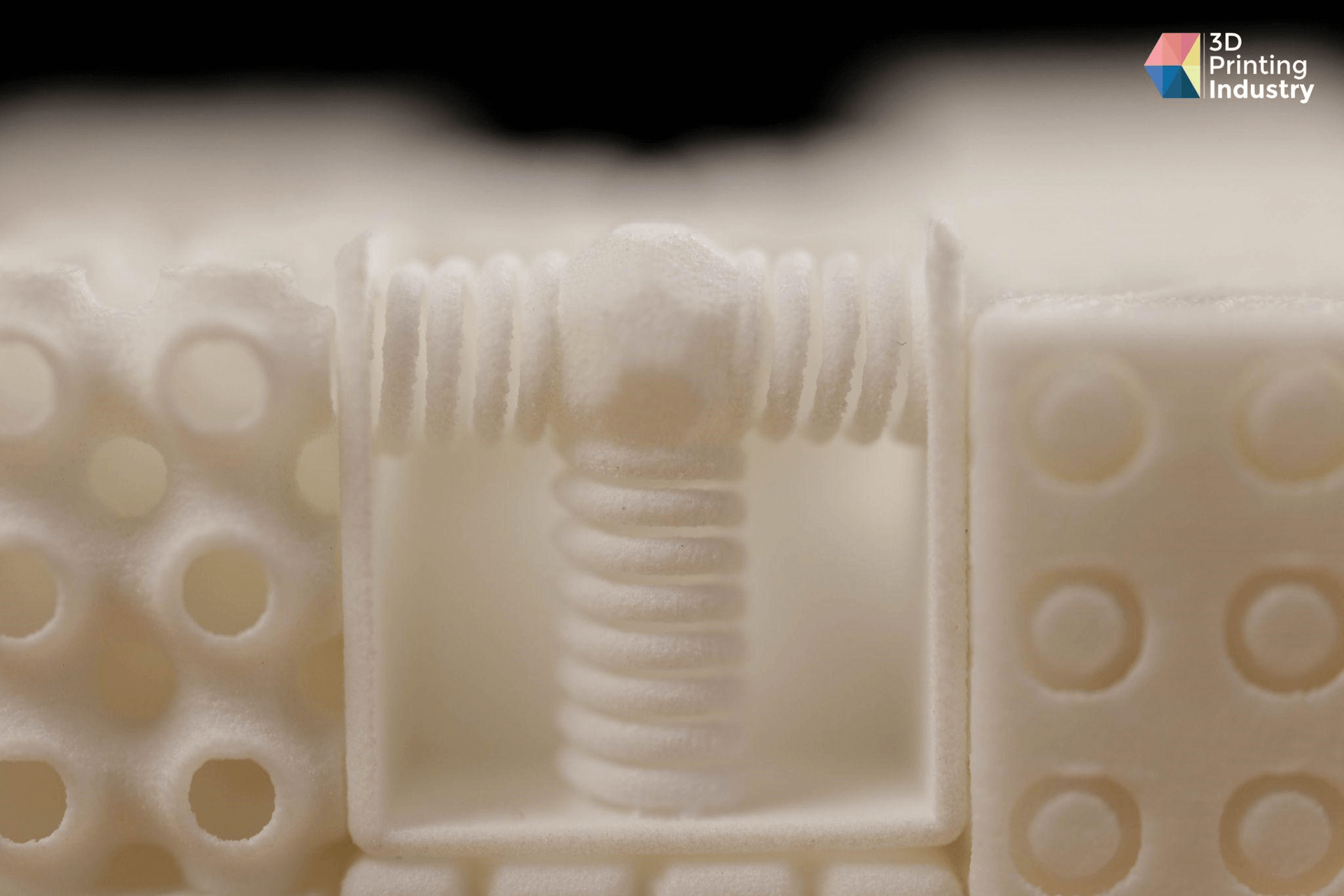
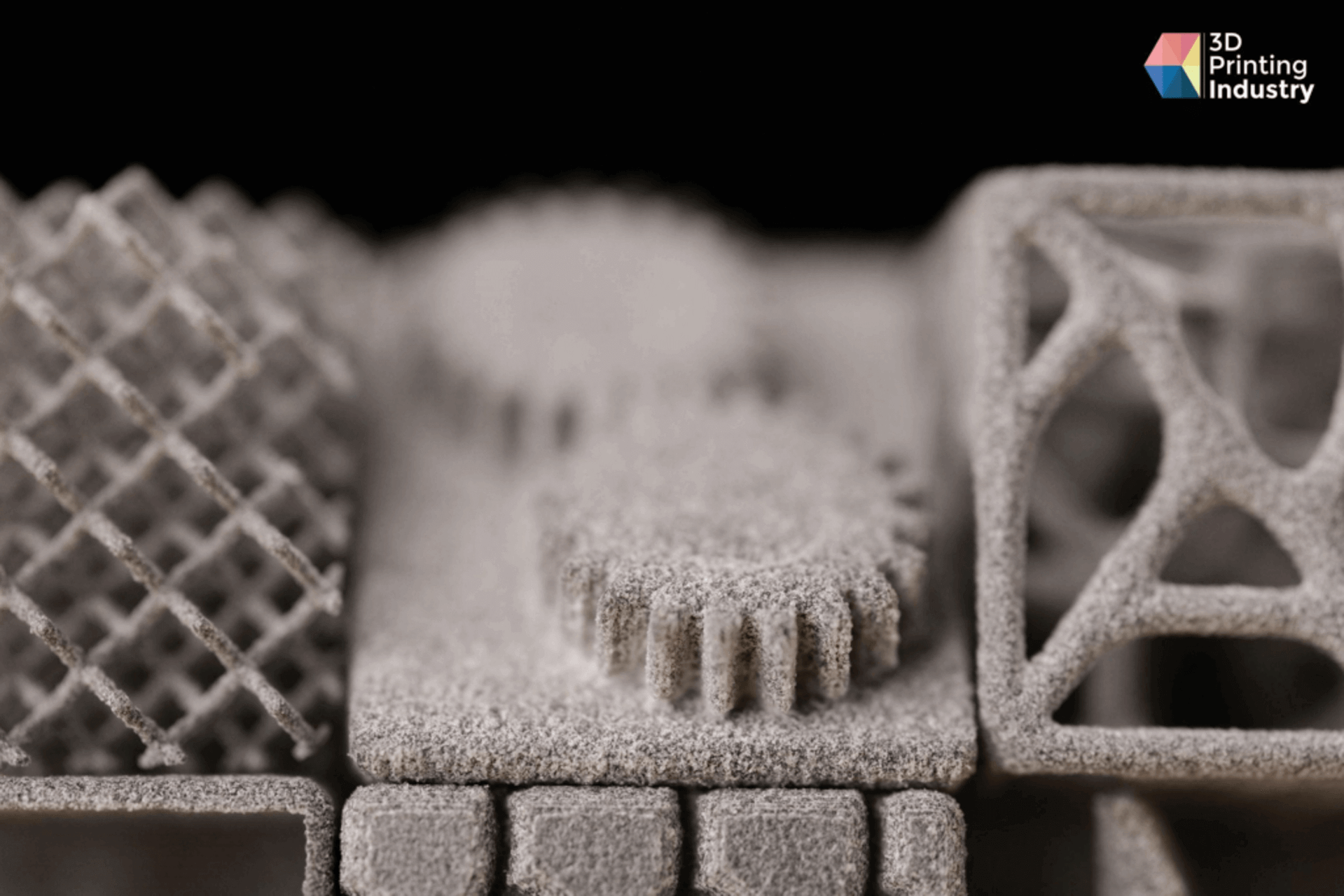
Much like the SLS cubes, we found small volumes of residual powder in the individual elements. Again, we had to perform some additional depowdering before assembling the MJF build, specifically by blowing out the cavities and manually shaking out the cubes.
HSS


SLS




MJF



More Case Studies

3d printed joysticks for tractors and machines
For Lindner Traktorenwerke, 3D printing is already an alternative to injection molding. For example, for customized joysticks and control elements for their tractors.

URWAHN – 3D printing in bike manufacturing
To produce its e-bikes, URWAHN has focused on reshoring and lean management and is achieving these goals through additive manufacturing. Learn what role the voxeljet technology plays.

HSS Material Network – Proof of Concept TPU Launhardt
The HSS Material Network has published a new proof of concept. The TPU from the manufacturer Launhardt is one of the softest on the market.

HSS Material Network – Proof of Concept HDPE
Together with Fraunhofer IPA we have qualified the polymer HDPE for additive manufacturing within our HSS Material Network.
HP Multi Jet Fusion and voxeljet High Speed Sintering in comparison
The 3D printing processes MJF and HSS in comparison: Where are the differences and advantages for users?

Polymer sintering in custom mechanical engineering
With High Speed Polymer Sintering, prototypes can be realized much faster and economically viable.
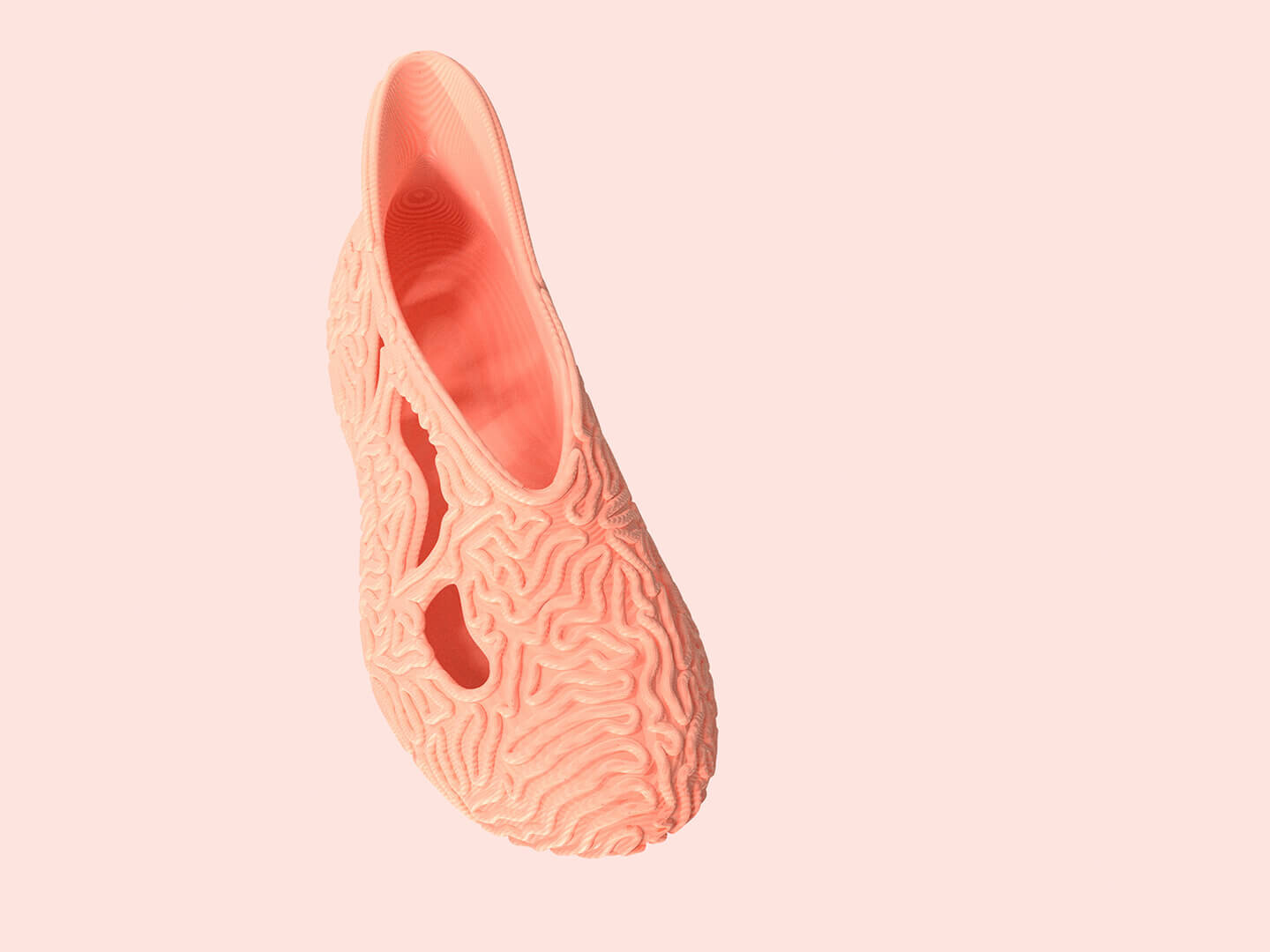
3D printing for the perfect sneaker
How polymer high speed sintering (HSS) can be used to develop the perfect 3D printed shoe.
Industrial 3D Printing Systems
Our portfolio of industrial 3D printers ranges from compact systems for research to additive mass production.