















工业级3D打印机,功能强大,成本效益高,3D打印公司
维捷是工业生产环境中先进3D打印解决方案的全球创新和技术推动者。我们的3D生产系统配备了最先进的粘合剂喷射组件,并无缝集成到部分或完全自动化的生产环境中,我们的3D生产系统正在持续转变经济参数和工业中快速成型制造的可能应用。
在整个工艺链上具有独特的优势。从快速的模型和样机建造开始,到小批量的柔性生产和负载峰值的敏捷拦截,再到高复杂几何体和仿生结构的批量生产。高效率和规模,在全球范围内都是绝无仅有的。
使用维捷的3D打印进行增材制造,可确保技术和经济上的竞争优势。
优化成本
复杂的几何形状和越来越多的变化和更小的批量尺寸。无论在哪里,只要传统工艺因成本密集型的模具建造或更换时间而达到其经济极限,快速成型3D生产工艺都能提供必不可少的经济优势。作为现有生产线的补充,或作为新的敏捷生产的骨干,它可以随时对快速变化的部件需求做出反应,而且不需要额外的成本。
任何规模的制造
维捷拥有世界上最大、最强大的3D打印系统,可用于大型部件或小部件的大量运行。我们克服了传统3D打印系统和工艺的局限性。凭借在整个维捷3D打印机家族中移植组件生产数据的能力。例如,用于无缝过渡到聚合物显示模型或铸造模具的生产。或者用于根据批量大小,将生产敏捷地扩展到最经济的机器类型。
更快的上市时间
通过省去模具制造,快速成型生产工艺可将零部件的制造时间缩短75%。在产品开发中的模型和原型结构中。在中小型系列的生产中,或在具有多种变体的部件制造中。此外,可以省去组件中复杂几何形状的耗时装配步骤。3D打印工艺可以使这些在一个紧凑的生产步骤中制造出来。


按需3D打印 便捷制造独特的作品、原型和系列化产品
维捷还在全球范围内提供按需生产的增材制造服务。从快速、高质量的模型和原型生产到基于塑料材料的系列实现–或金属铸造中小系列的砂模生产。在我们的服务中心,我们根据CAD数据集,以最佳的质量和有吸引力的条件实现您的3D项目。在经济上,我们也很乐意为不稳定的生产高峰期提供短期的外包服务。
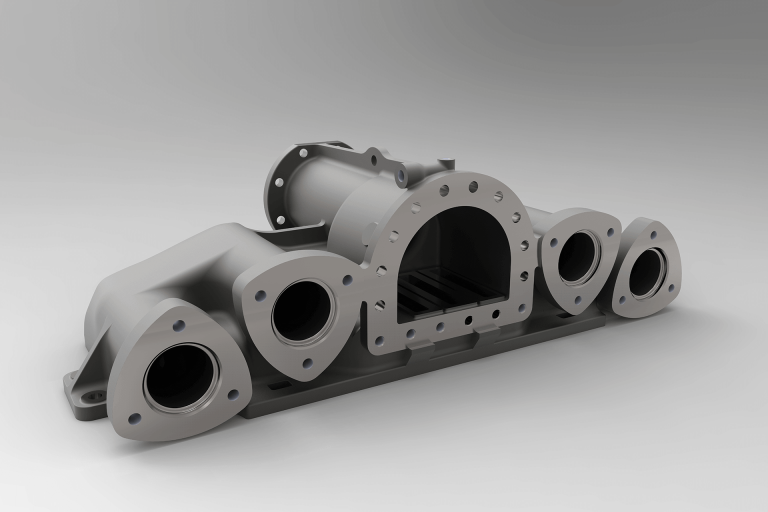
通过与voxeljet的合作,我们可以为客户大大缩短模具和型芯的交付时间。此外,我们在铸造零件的尺寸和重量方面也达到了新的水平。
Oliver Johnson, CEOTEI
TEI和voxeljet签署批量协议。
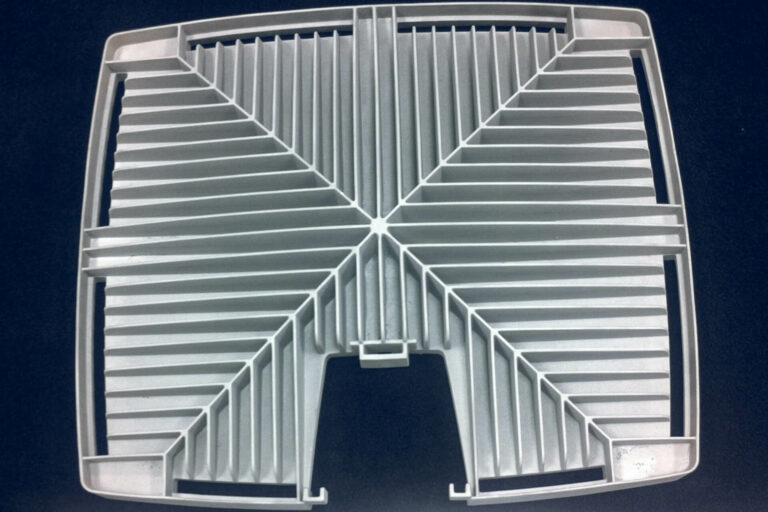
最复杂的几何图形
基于最新的技术和高质量的打印头,维捷3D打印系统能够在一个生产步骤中生产出即使是最复杂的几何形状和具有最精细细节的无接触相互连接的部件。这样做的好处是,维捷提供的优势是适用于产品的整个成熟阶段--从创建第一个设计模型,到批量生产,再到备件。
按需自动化
根据客户的要求,维捷3D 打印机可以作为独立的系统或部分或完全自动化的机器集成到生产过程中,维捷与来自各行各业的工艺和自动化专家一起支持集成过程。
工业系列生产
维捷3D 打印机以其在原型构建和小批量生产中的效率、可靠性和对细节的关注而闻名。在追求最高性能、高产量和/或大批量生产时,它们在全球范围内都是无可比拟的。在这里,voxeljet 3D打印厂家提供了一个整体的、模块化的、可扩展的概念,用于工业三班制操作中的大型部件和系列的适应性生产。
3D高速钢聚合物烧结
维捷聚合物高速烧结,用于制造全功能的 3D 塑料部件。
维捷 高速烧结 (HSS) 是 维捷3D打印公司 开发的一项极其强大的 3D 打印技术,用于高性能生产最精确的聚合物部件。而所有这些都是在质量和耐用性相当的塑料注塑中完成的。与传统工艺不同的是,烧结不是使用复杂的激光技术,而是使用热反应粘结剂实现像素精度。因此,高速烧结在应用上非常可靠和稳健,速度极快,即使是大批量的物体也能确保高产量。该工艺可以使用多种聚合物,如PA12、PP、TPU、PEBA和EVA。
三维通用粘合剂喷射
维捷万能喷射系统,用于3D砂子、塑料和陶瓷打印
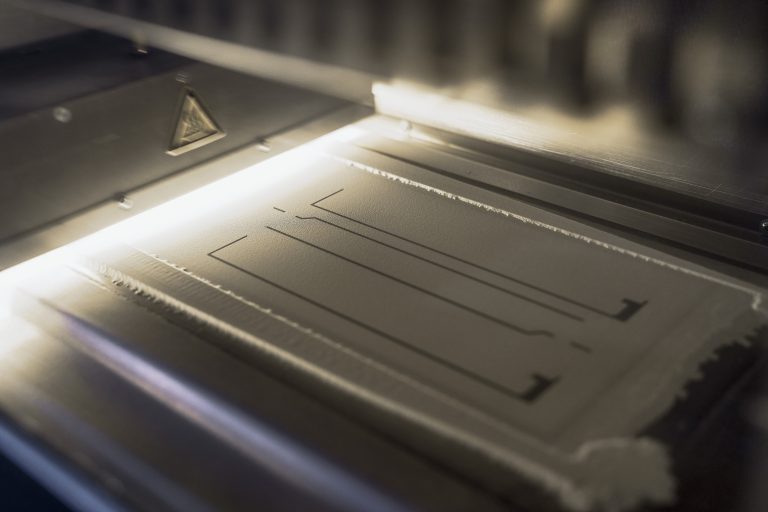
voxeljet Universal Binder Jetting (UBJ)是维捷开发的一项极其强大的3D打印技术,用于生产高精度的砂子、PMMA和陶瓷打印。例如,用于金属铸造砂芯的工业生产。与传统工艺不同的是,粘结剂是在机器中进行在线加工的,具有精确性。通过动态在线喷墨技术实现最佳控制效果。该技术可以对您的部件的特殊物理要求做出敏捷反应。所有的3D打印系统都依赖于高质量的、专门开发的打印头,设计为24/7的运行。
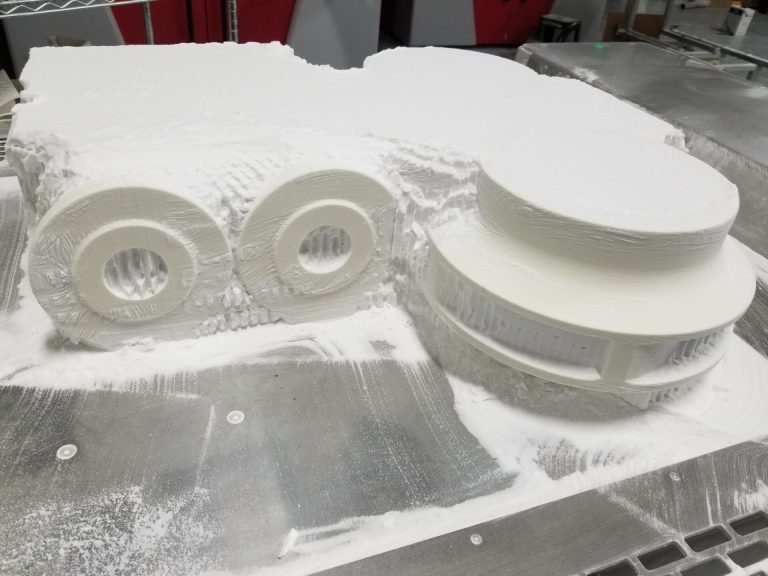
VX4000: 全球最大的沙子3D打印机
VX4000是世界上最大的沙模3D打印系统。它的连续占地面积为4×2×1米,在建造量方面是无与伦比的。VX4000是世界上最大的3D沙模打印系统。它拥有4 x 2 x 1米的不间断空间,在建造量方面是无与伦比的。尽管您有大批量的生产任务,但VX4000可确保一致的建造时间和令人印象深刻的预处理和零件质量。
案例

案例

案例

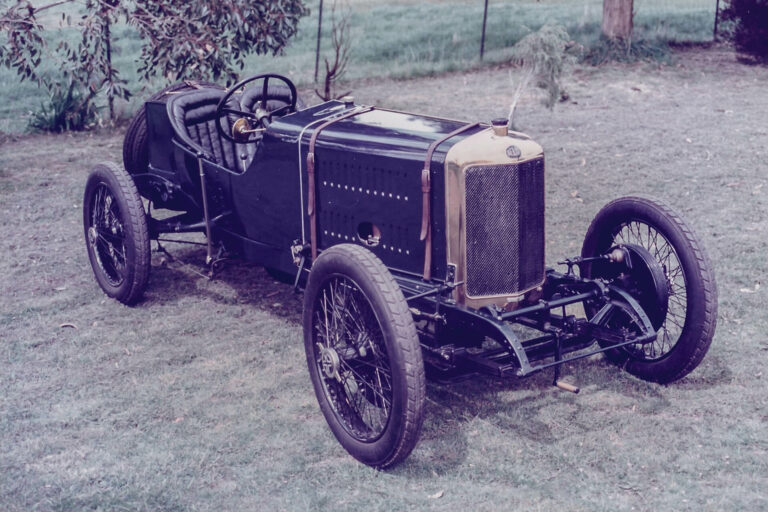
当创新的技术遇上迷人的创意
无论是在设计、个性化、轻量化结构、仿生学还是在产品迭代进化中。增材制造挑战了迄今为止可能的极限。当这些可能性与引人入胜的新想法相遇时,就会产生有可能改变我们世界的创新产品。我们已经准备好与客户一起进入这个新领域。共同塑造未来。
























































支持与服务
您对3D打印在生产中的创新应用有具体的问题。您想自主维护机器或鉴定新材料。您关于利用增材制造技术优化生产的问题是维捷的前沿。

维捷学院
了解所有关于增材制造如何使您的生产更加高效的可能性。或者从3D打印专家那里直接了解数字化驱动的生产将如何改变您的行业,以及如何获得3D打印系统的最大效益。
技术服务
我们的技术人员保证您的打印机24小时不间断的工作,并且高效的工作。我们的电话服务也可以帮助您解决自发的问题。

材料认证实验室
材料与机器之间的互动是我们的热情所在。我们随时准备与您一起开拓新的领域,帮助您在3D打印机上测试新的或特定的材料,并使其符合增材制造的要求。