
















What foundries have to know about 3D-printing
3D printing technology is moving ahead by leaps and bounds. Whether foundries use sand molds for metal casting or plastic melt-off models for investment casting, in both cases they benefit from the many advantages of additive 3D printing processes.
For many years now, many foundries have regarded sand casting molds and cores produced with a 3D printer as the standard. This technology is well established in the iron and metal casting field and is used wherever it is beneficial. While these applications primarily lie in the area of prototypes and small batches, the limits are increasingly shifting toward bigger and bigger volumes, as the performance of the 3D printing systems continues to improve.
In terms of overall costs, 3D printing is always the more economical alternative to conventional processes up to a certain batch size, since tool costs are eliminated. The smaller the batch size, the greater the cost advantage offered by voxeljet’s technology. With complex geometries in particular, 3D printing is the most economical choice, even in batch sizes of several hundred units, although it cannot replace classic mold construction in large series.
Combination of 3D-printed cores and classic mold construction
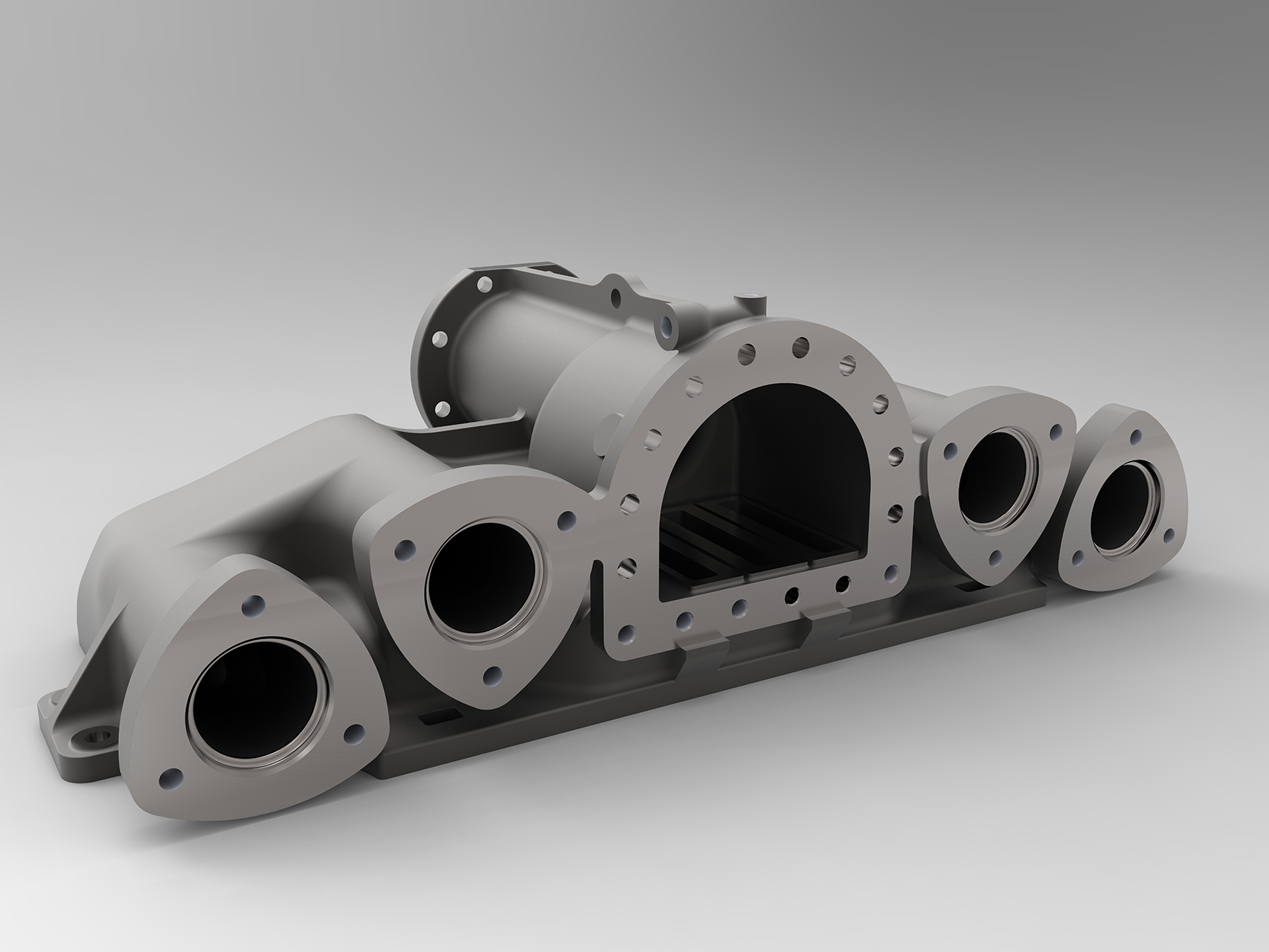
Whenever suitable, innovative foundries today rely on a combination of 3D-printed cores and molds produced with conventional methods. This approach is a good choice, among other things when producing complex cores with undercuts, which are required for impellers, for instance. The cores can be printed in the 3D printer and subsequently integrated into the conventional mold. The benefits include a smaller number of parts and a much less laborious mold construction process, since the method eliminates the time-consuming, conventional production and assembly of the complex cores and also minimizes subsequent remachining.
High-precision melt-off models for investment casting
In addition to printing sand molds, more and more foundries also rely on models produced with the 3D printer for investment casting. This method facilitates the easy and straightforward production of wax models. Even though these models are no longer made from wax, but rather from plastic, this does not have any bearing on the subsequent process steps. The production of PMMA models in 3D printers is easy enough: they are printed exactly according to CAD data. To increase the quality of the melt-off process, the plastic models are also infiltrated with wax, which creates a particularly fine-pored and homogeneous surface.
Case studies
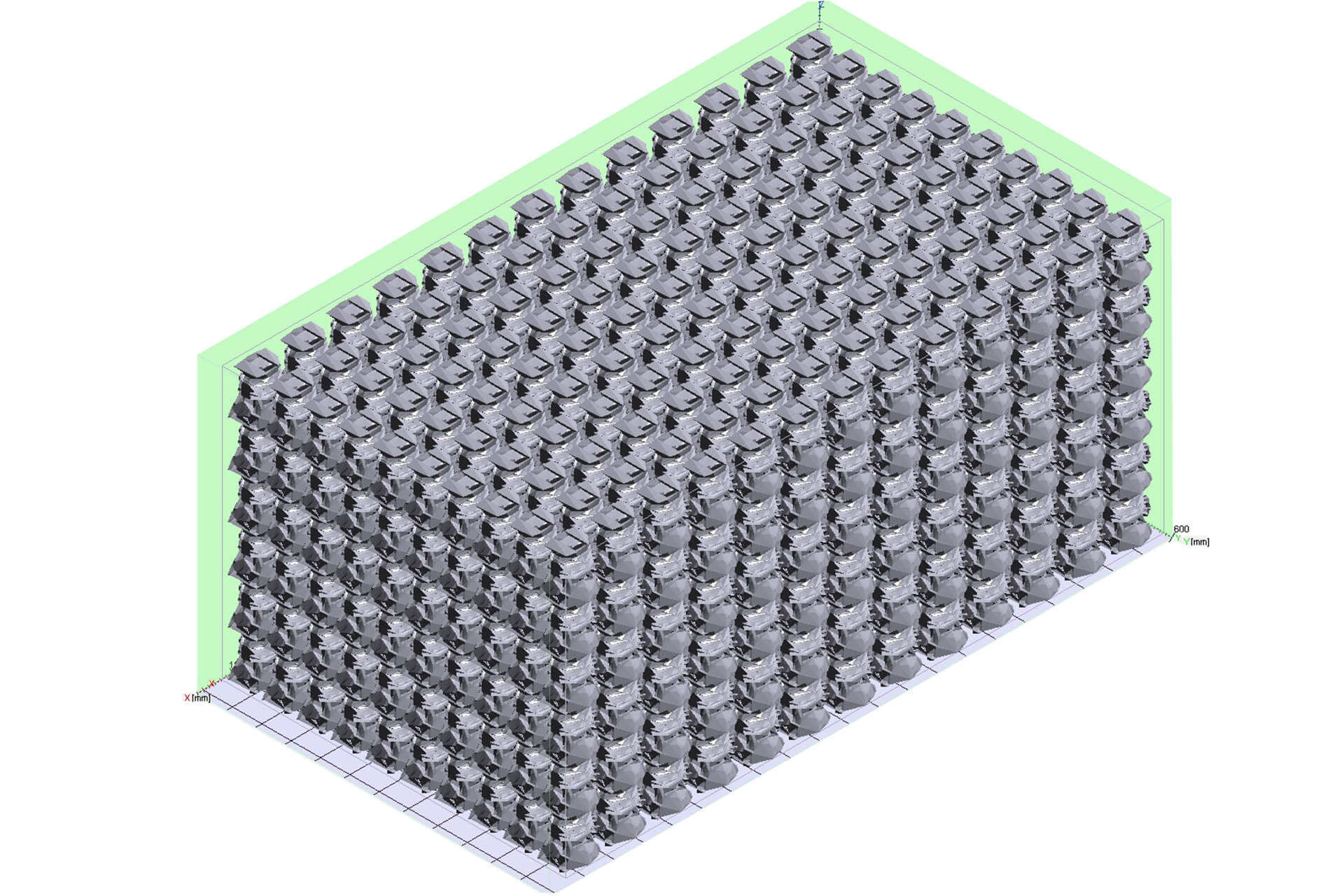
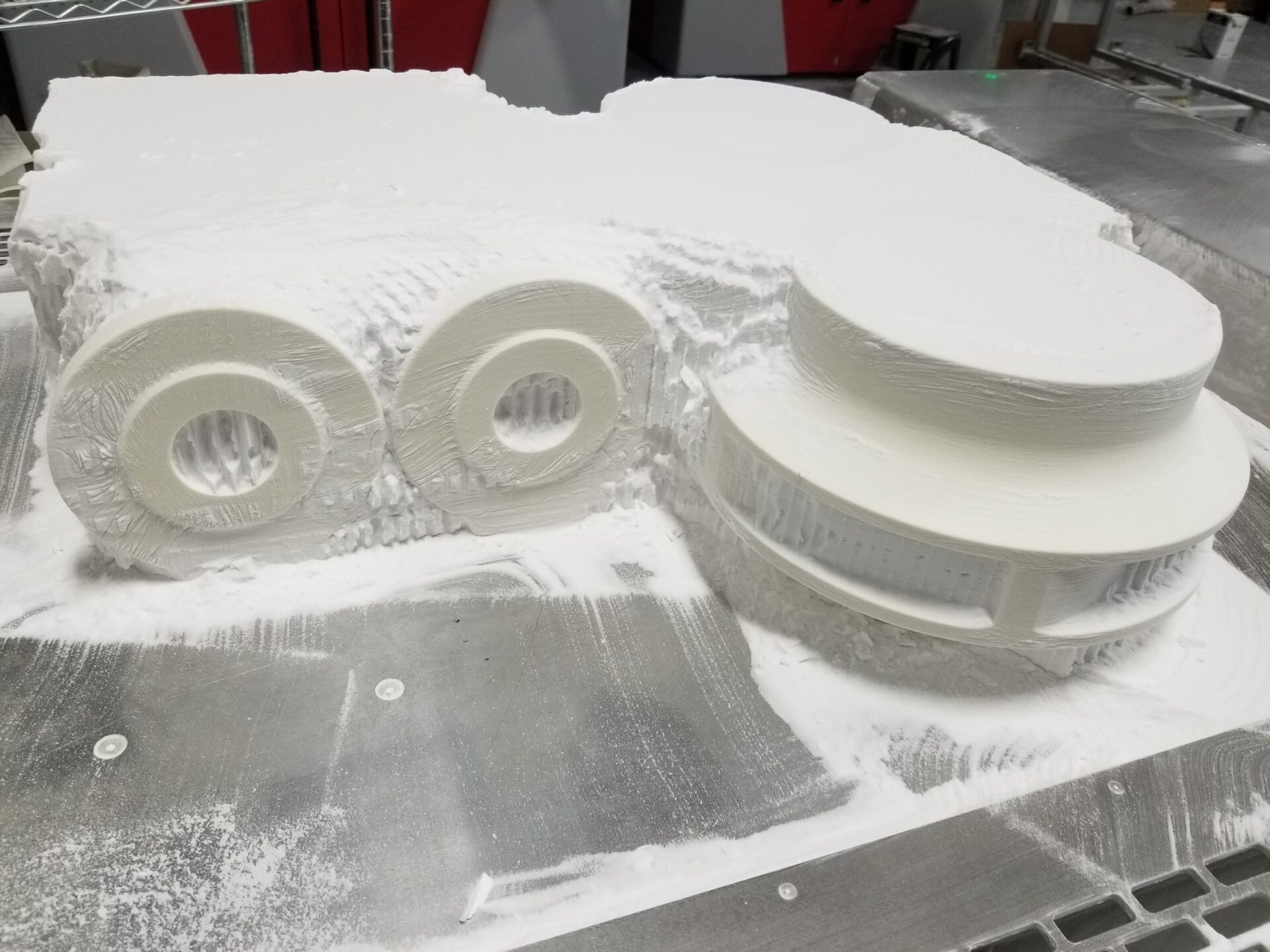
A wide range of applications, such as rapid manufacturing of two-stroke motors for chainsaws, demonstrates the performance of voxeljet printers in practice. One motor is just 78 x 76 x 59 millimeters in size. To produce the models as quickly and economically as possible, voxeljet combined 780 of these motors into a single print job in a build space whose dimensions were 1,000 x 600 x 500 millimeters. It took 23 hours to print the motors with the VX1000 high-performance printer, which corresponds to a print time of only 1.8 minutes per motor.
Further Case Studies

3D printing for sand casting in Portugal
CINFU is a Portugal-based training and innovation centre for the foundry industry. With a VX1000 3D printer in house, CINFU is gaining significant adaptive advantages for the foundry industry.

Lanulfi Models optimizes mold making with VX2000
The integration of voxeljet’s VX2000 has redefined Lanulfis approach to metal casting. It offers significant reductions in lead times and enhances design capabilities.
PMMA 3D printing conquers North America
Express Prototyping belongs to the leading experts for 3D printing investement casting patterns in North America. Learn from the CEO Thomas Müller how he established the business and how he sees the future.
Boro Foundry – Superheater Header
Using the combination of sand and 3D printing, the British foundry Boro Foundry was able to produce a flawless spare part for a steam locomotive.

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.

Scandinavia’s fastest foundry
With a new VX2000, a 3D sand printer for metal casting, Hetitec produces finished castings in a matter of days.

Printed castings for investment casting
Whether it’s aerospace, automotive or design applications, the us-based award-winning foundry Aristo Cast counts on 3D printed patters for investment casting.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.