
















How to increase performanceof components efficiently
How can you increase component performance many times over without adding to the weight? Combining simulation and 3D printing processes can significantly shorten the entire optimization process.
A simulation replaces laborious and costly material testing, and the prototype can be produced quickly and economically with the aid of innovative 3D printing Technology. A wheel trunk is subjected to deformation under load, and this could influence the tracking stability of the entire chassis.
The stiffness of this component is therefore especially important. The challenge was to optimize the design of the existing wheel trunk in order to greatly stiffen the wheel trunk without adding to the weight.
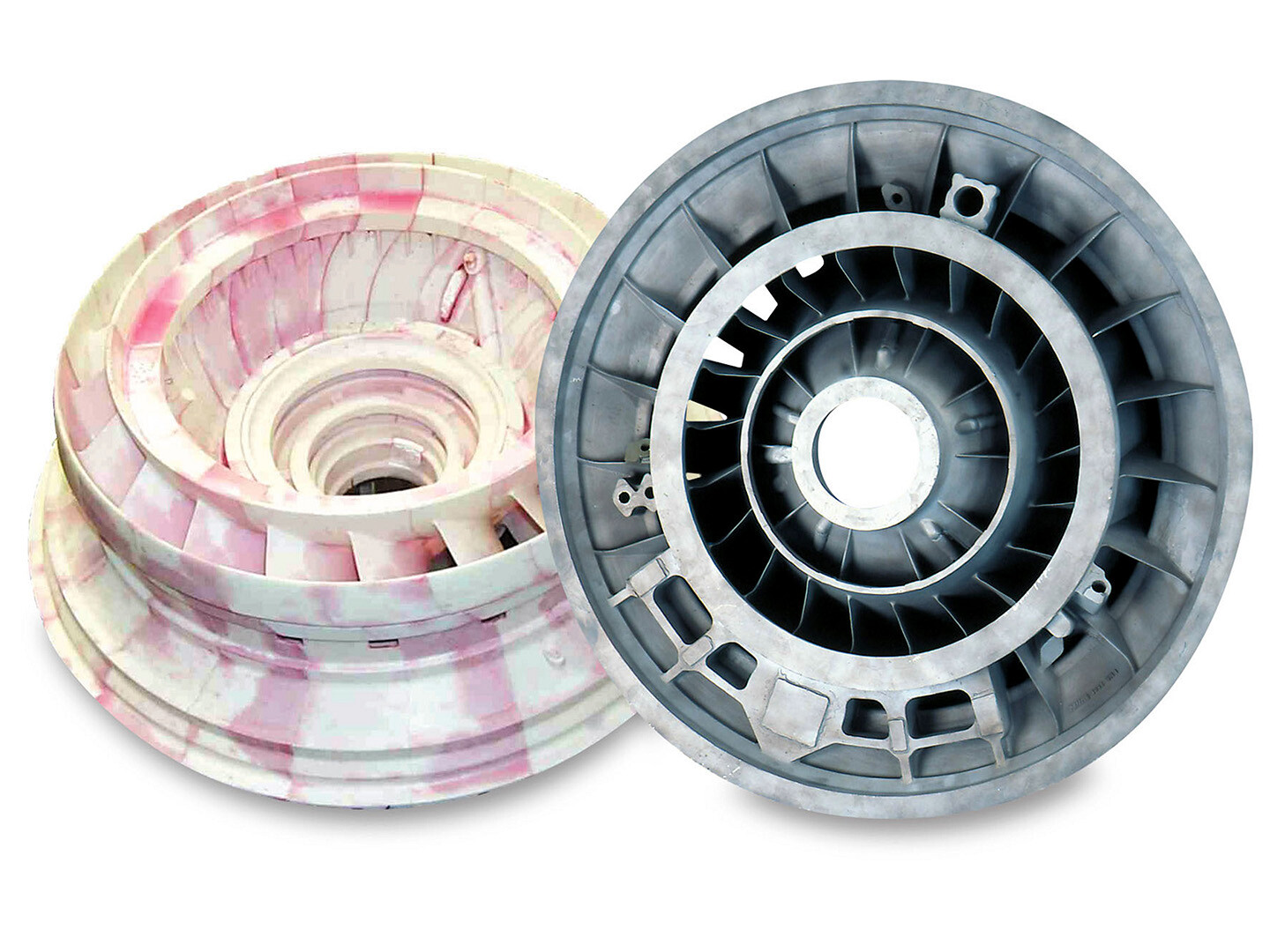
The individual steps involved in efficiently optimizing the wheel trunk through simulation and 3D printing are described below. The investment casting molds required for the component were produced by voxeljet using the Binder Jetting 3D printing process. Because 3D printing allowed for structure optimization and nearly unlimited design freedom in making the mold, the performance could be greatly improved.
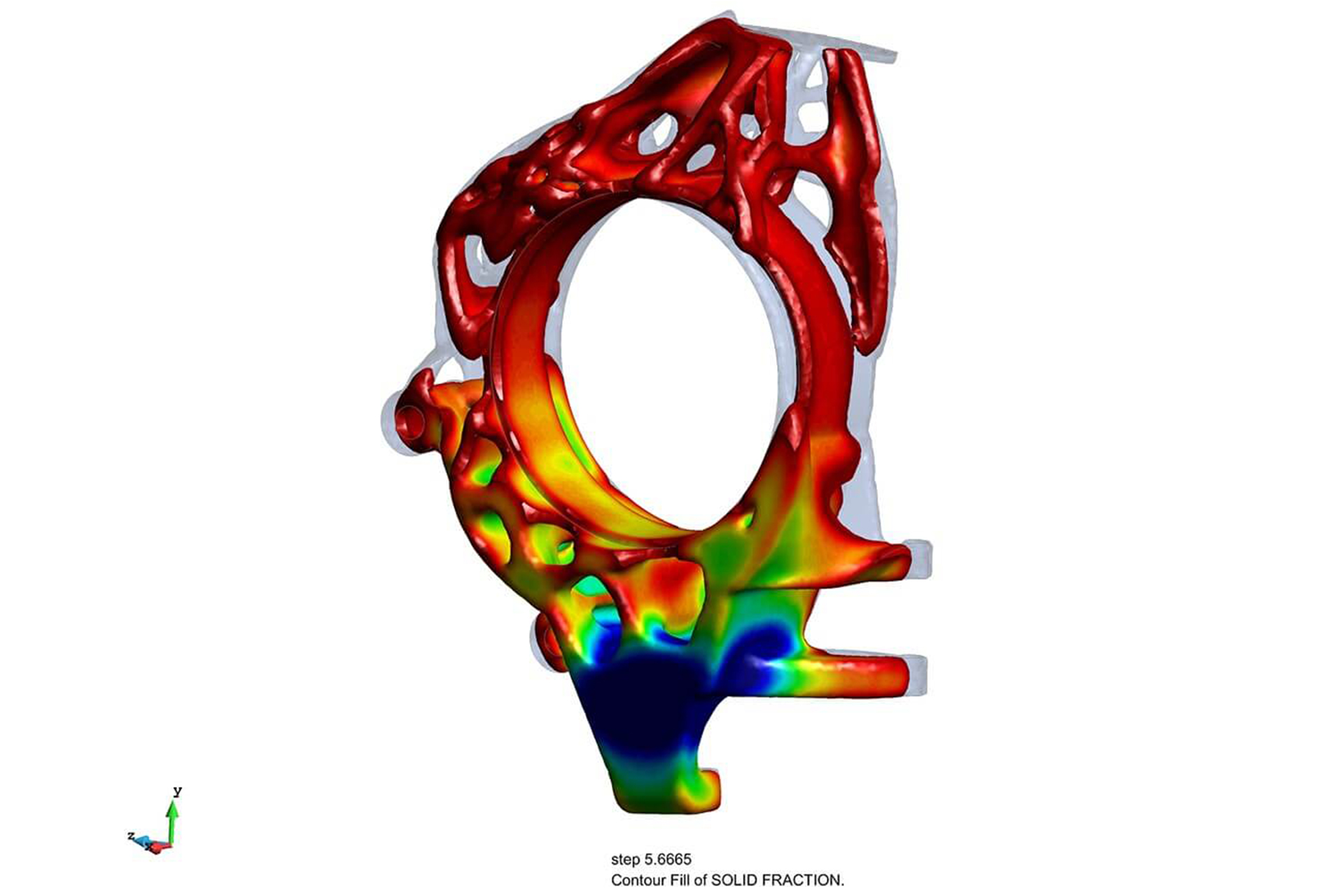
Casting simulation
The casting simulation was run twice—at the beginning and end of the design process. In the early phase, this enabled the designers to test and optimize the manufacturability of the component design. They were thus also able to avoid internal damage and analyze critical areas while simultaneously reducing iterations between the design and development departments. The filling and solidification processes were then simulated once again at the end of the design Phase.
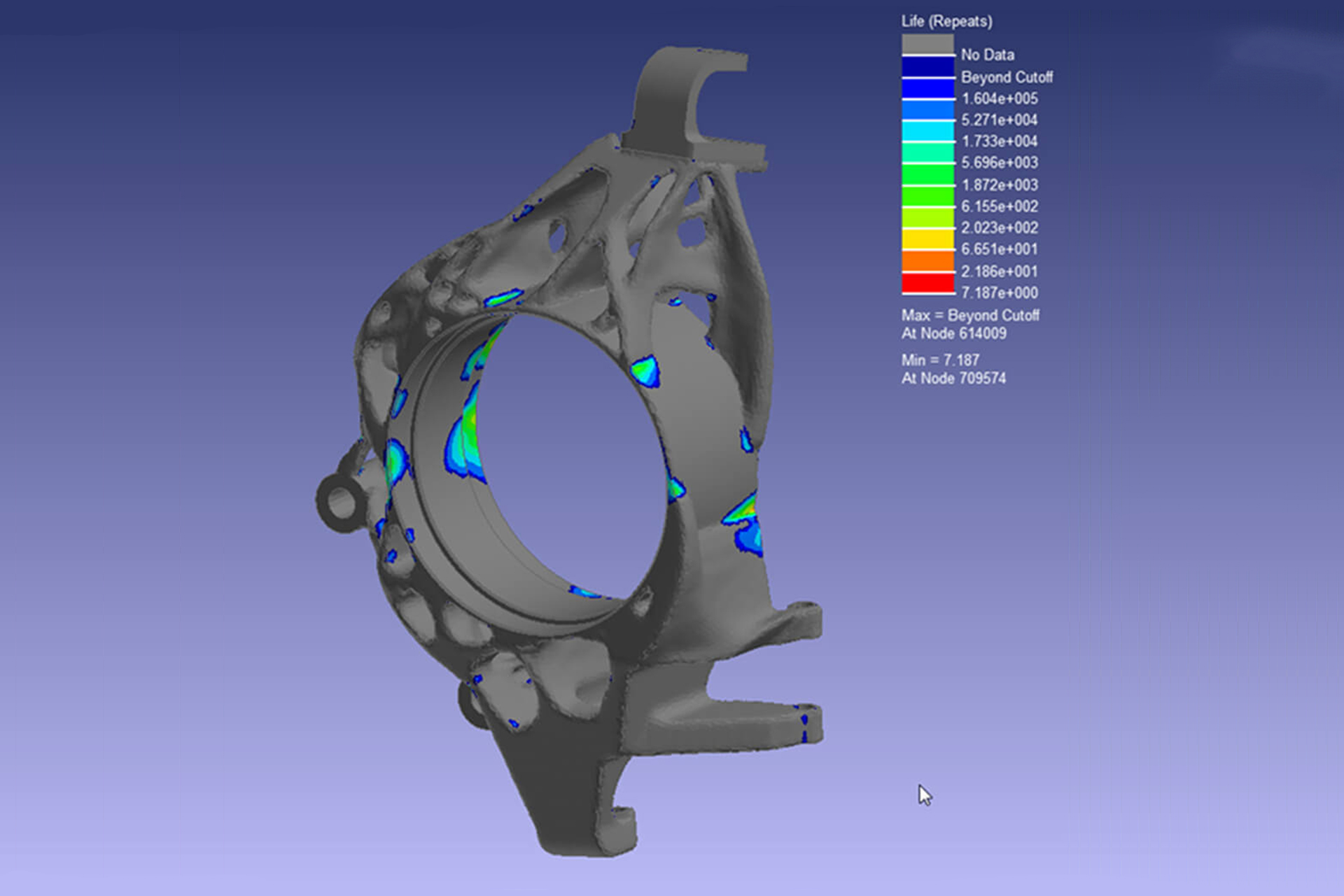
Life cycle analysis
Casting simulation
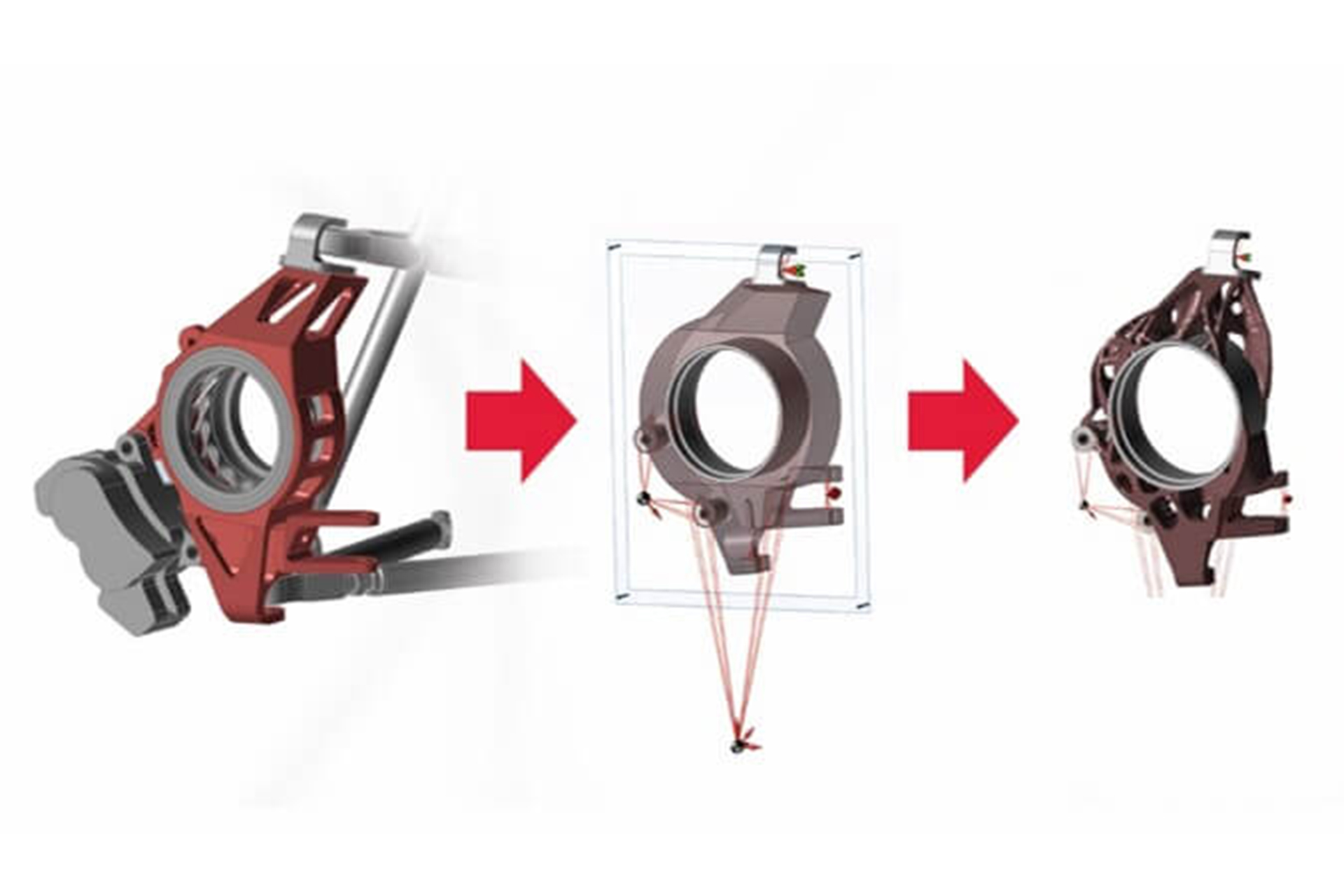
Topology optimization through 3D printing
Benefits of 3D printing at a glance
Further Case Studies
Weight reduction through 3D printing: lightweight seats for the aircraft industry
Lightweight seats produced using 3D printing can reduce costs and emissions in the aircraft industry.
3D printed patterns for TITAL, an aluminum and titanium investment casting specialist
Aerospace supplies expert TITAL relies on PMMA 3D printing for investement casting patterns for titanium and aluminium, learn why.

Topology optimization in aviation
voxeljet facilitates fast, cost-efficient and flexible precision casting for the french aviation supplier Sogeclair.

3D printer manufacturer voxeljet supports Hyperloop project with 3D printed PMMA casting molds for investment casting of aluminium parts
3D Printing Solutions
Would you like to learn more about voxeljet and 3D printing? Click here for the entire voxeljet solution portfolio.