
















voxeljet optimisesCree's LED lights
voxeljet’s VX1000 3D-printing system saves time and money in prototype construction. Cree Inc., one of the world’s leading manufacturers of LED lights, has found a way to make prototype construction faster and more cost-effective. The company for state-of-the-art LED technology has investment casting models produced with the VX1000 3D printing system from voxeljet – the casting is handled by the multi-award-winning Aristo Cast investment foundry.
Whether desk lamp, advertising display or street lamp: Light Emitting Diodes (LEDs), the successors of the light bulb, have long been an integral part of life. And are still on the advance. While sales of LED lamps in Europe reached one billion euros in 2011, it is forecast to rise to 14 billion euros by 2020.
This boom also motivated Cree Inc. The US company from North Carolina is one of the LED pioneers; in 1989, it introduced a blue LED to the market and today enjoys revenue of over 1.6 billion US dollars. And Cree does not intend to ease up. The R&D Department pursues the objective to further optimise LED technology. This applies not only to the diodes themselves but also to the grooved heat sinks which can be found on the back of LED circuit boards for high-performance LEDs – as can be seen in modern street lights. The heat sinks are made of heat-conducting materials such as aluminium or copper which emit the operating heat from the diodes to the ambient air ensuring a low operating temperature and longer lamp life.
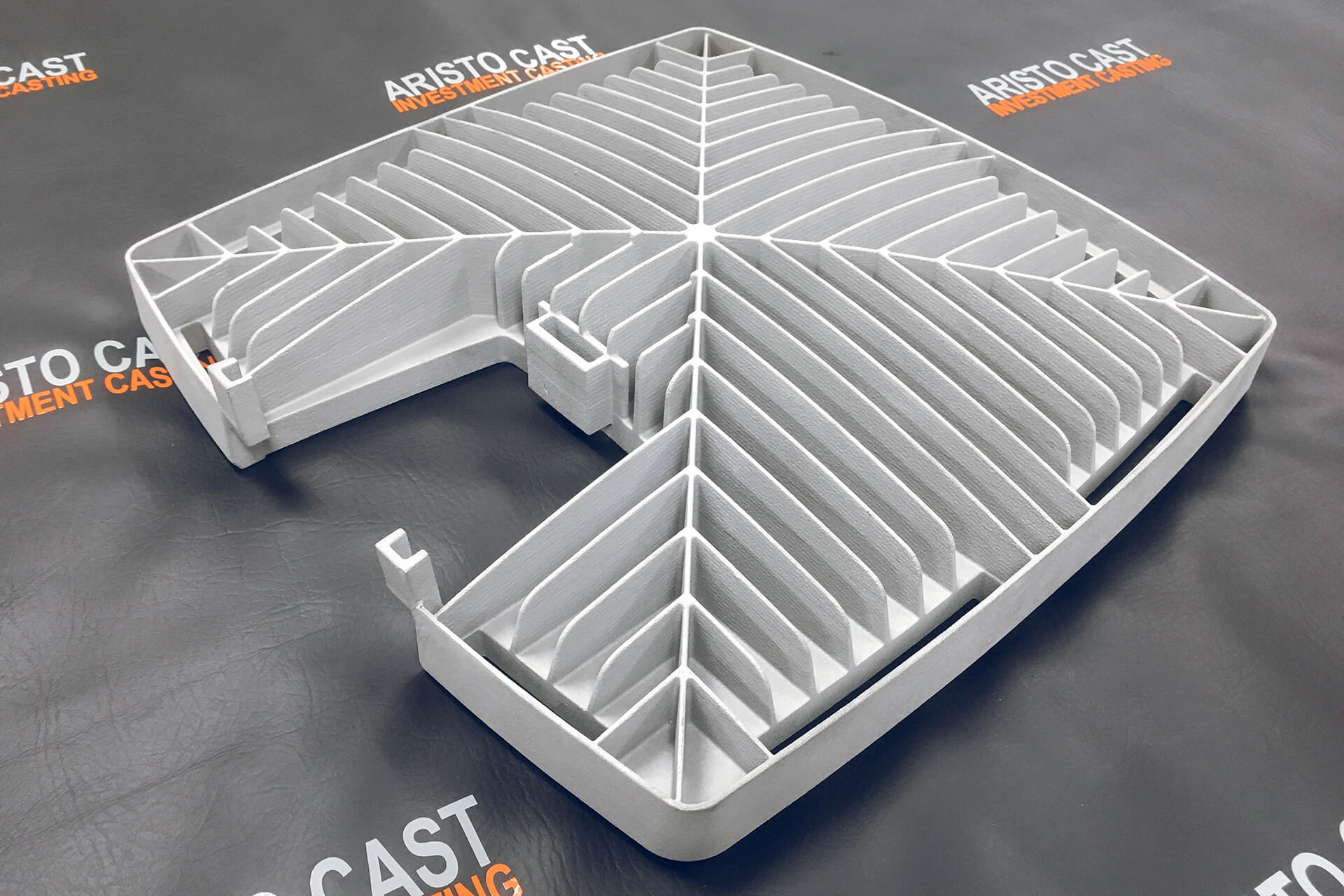
3D printed, optimized LED lights from voxeljet
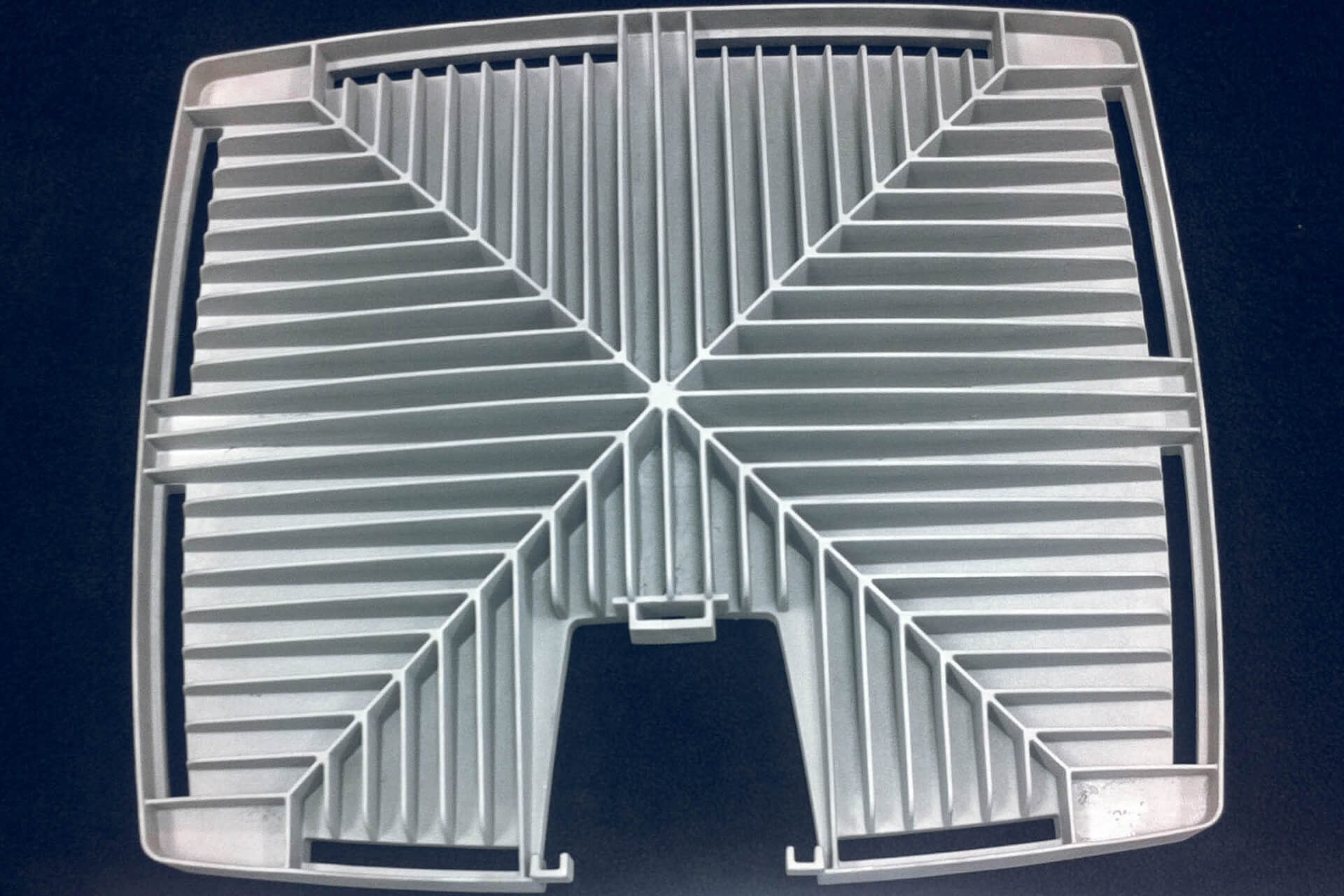
3D printed, optimized LED lights from voxeljet
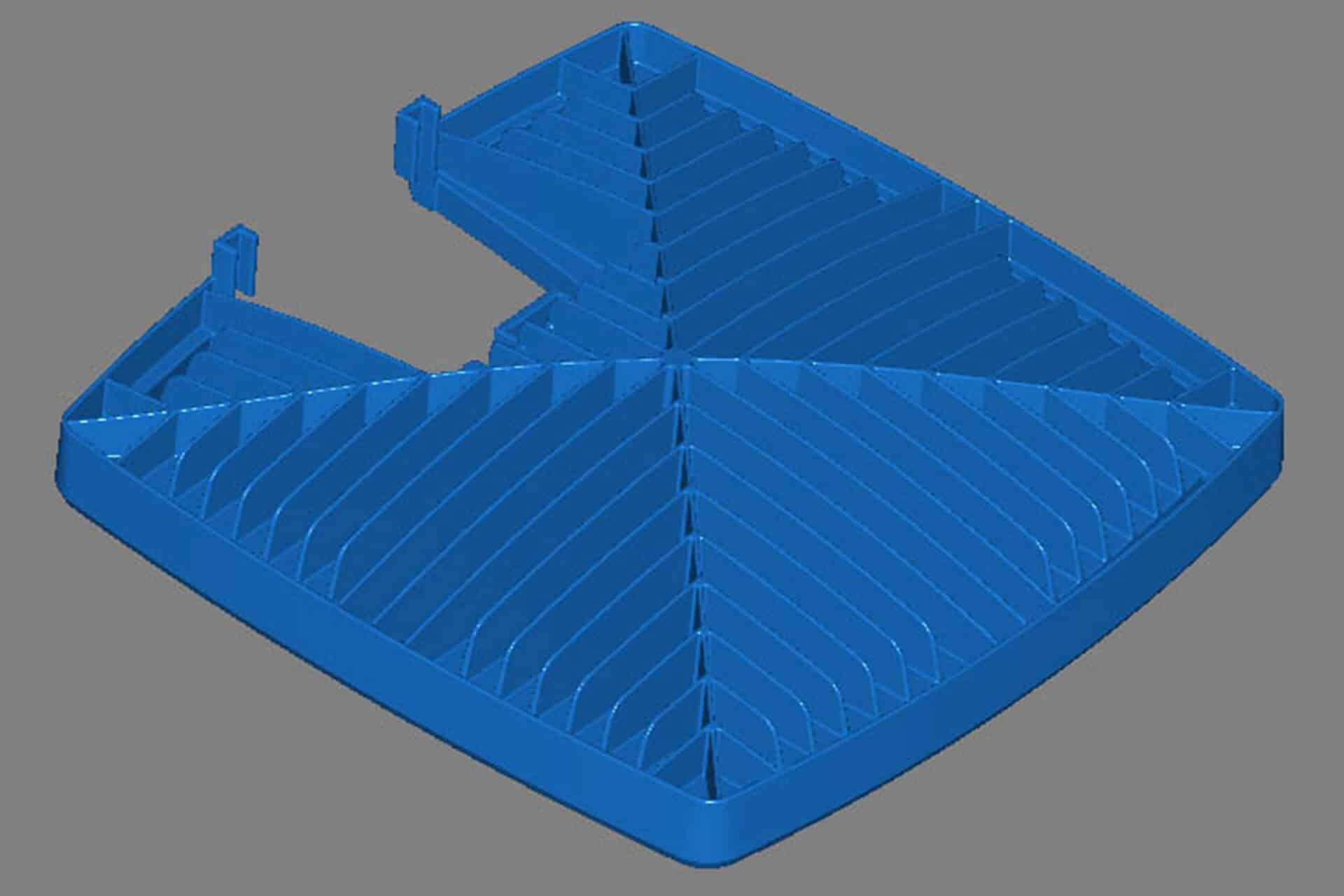
CAD data for optimized LED lights from voxeljet
Since the additive process only requires CAD data, complex models for innovative cooling elements can be produced digitally without the need of tools. This CAD data printed using PMMA is subsequently processed by Aristo Cast directly for cast parts, which significantly optimizes Cree’s development and makes new designs possible which were previously difficult to build.
The specific advantage of 3D-printed heat sinks lies in the efficient design of the cooling elements, which often involves a complex geometry to cool the LEDs as well as possible. The more complex the cooling element, the more durable and efficient the LED – ideal conditions for 3D printing.
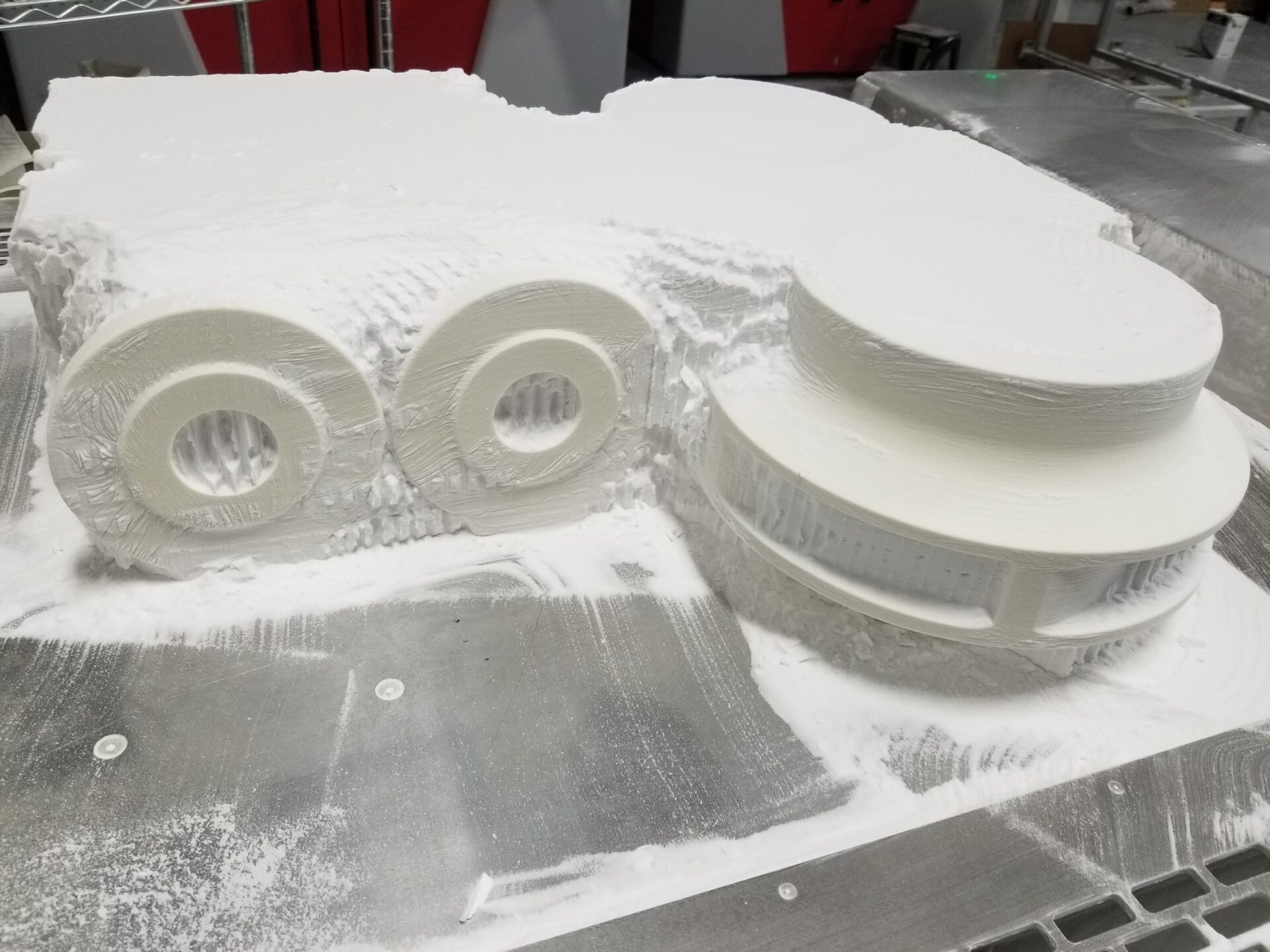
When the printing is complete, Aristo Cast covers the positive model with wax to seal the surfaces. The model is subsequently coated with several ceramic layers. The PMMA model is then burned out using an autoclave. At a temperature of 700 °C the PMMA powder burns out with nearly no residual ash. What remains is the finished, ceramic positive mould for the precision casting of the prototype.
The printing of the 43 x 43 x 11 centimetre model weighing 1,900 grams only takes around six hours. Cree Inc. uses these time advantages to manufacture prototypes of cooling elements more time efficiently. Through the nesting, the stacking of the components in the jobbox, several models can be produced at the same time. Therefore, eight of these models can emerge from just one jobbox in only 24 hours.
Further Case Studies

3D printing for sand casting in Portugal
CINFU is a Portugal-based training and innovation centre for the foundry industry. With a VX1000 3D printer in house, CINFU is gaining significant adaptive advantages for the foundry industry.

Lanulfi Models optimizes mold making with VX2000
The integration of voxeljet’s VX2000 has redefined Lanulfis approach to metal casting. It offers significant reductions in lead times and enhances design capabilities.
PMMA 3D printing conquers North America
Express Prototyping belongs to the leading experts for 3D printing investement casting patterns in North America. Learn from the CEO Thomas Müller how he established the business and how he sees the future.
Boro Foundry – Superheater Header
Using the combination of sand and 3D printing, the British foundry Boro Foundry was able to produce a flawless spare part for a steam locomotive.

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.

With a new VX2000, a 3D sand printer for metal casting, Hetitec produces finished castings in a matter of days.

Printed castings for investment casting
Whether it’s aerospace, automotive or design applications, the us-based award-winning foundry Aristo Cast counts on 3D printed patters for investment casting.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.