
















With the turbo from the 3D printer to 900 HP
Vehicle technology manufacturer Lütgemeier increases flexibility and productivity using the voxeljet VX1000 3D-printing system in order to supply the high-performance car tuning company Brabus
In order to produce sand casting molds for metal casting faster and more cost-effectively, the vehicle technology manufacturer Lütgemeier GmbH relies on the VX1000 printing system from voxeljet. The 3D printing system does not only speed up the production of special components, which are used in racing cars of well-known German manufacturers.
It also gives designers a whole new scope for production. The industrial 3D printer from voxeljet enable time savings of up to 60 percent in the production of complex components.
Modern racing cars or performance-enhanced luxury cars offer up to 900 hp and accelerate from 0 to 100 km/h in less than four seconds. They are only capable of achieving that due to customized and finely engineered components underneath the bonnet – including specially adapted compressor housings, gearboxes, turbochargers, oil pumps and throttlebodies.
3D printing system manufactures molds without the need for special tools
The VX1000 enables the automated production of sand-casting molds. The user uploads a CAD file, the digital design plans of the sand mold onto the 3D printing system. The so-called recoater then applies a layer of silica sand just 300 microns thick onto the 1000 x 600 x 500 millimetre large building platform. The print head then selectively doeses a phenolic resin based binder on those areas where the casting mold is to be produced. A to the recoater attached mobile infrared lamp then heats the building platform,in order to accelerate the curing process of the binder. After that taskthe building platform is lowered by another layer of 300µm and the process starts over and is repeated until the mold is fully constructed.
The efficiency of this process optimization can be seen in a practical example. BRABUS has specialised in the refinement of Mercedes Benz automobiles for over 40 years. Among others, BRABUS created the BRABUS G900 based on the Mercedes AMG G 65. The built-in V12 twin turbo engine delivers an incredible 900 hp and accelerates the car to 100 km/h in just 3.9 seconds. That is supercar performance in an off-road vehicle. This is possible through the optimisation of the engine’s performance. Tailor madeturbochargers with enlarged compressor housings from Lütgemeier contribute to this enormous increase in performance.

Brabus G900 compressor housing



Hülsmann is convinced of the investment in the 3D printing system. After all, the time saved is significant. “Thanks to the printing system and the comprehensive “in-house” post-processing including quality assurance measures, we can achieve a time saving of up to 60 percent when manufacturing complex and qualitatively high-grade sand-casting molds”, says Hülsmann. Automation provides both increased flexibility and productivity and, ultimately, high levels of customer satisfaction, with components available more quickly and better than ever before “The finished cast parts are available faster and we can invest more time in the post-processing and optimization of individual components, depending on the customer’s requirements. Or simply deliver faster,” continues Hülsmann.
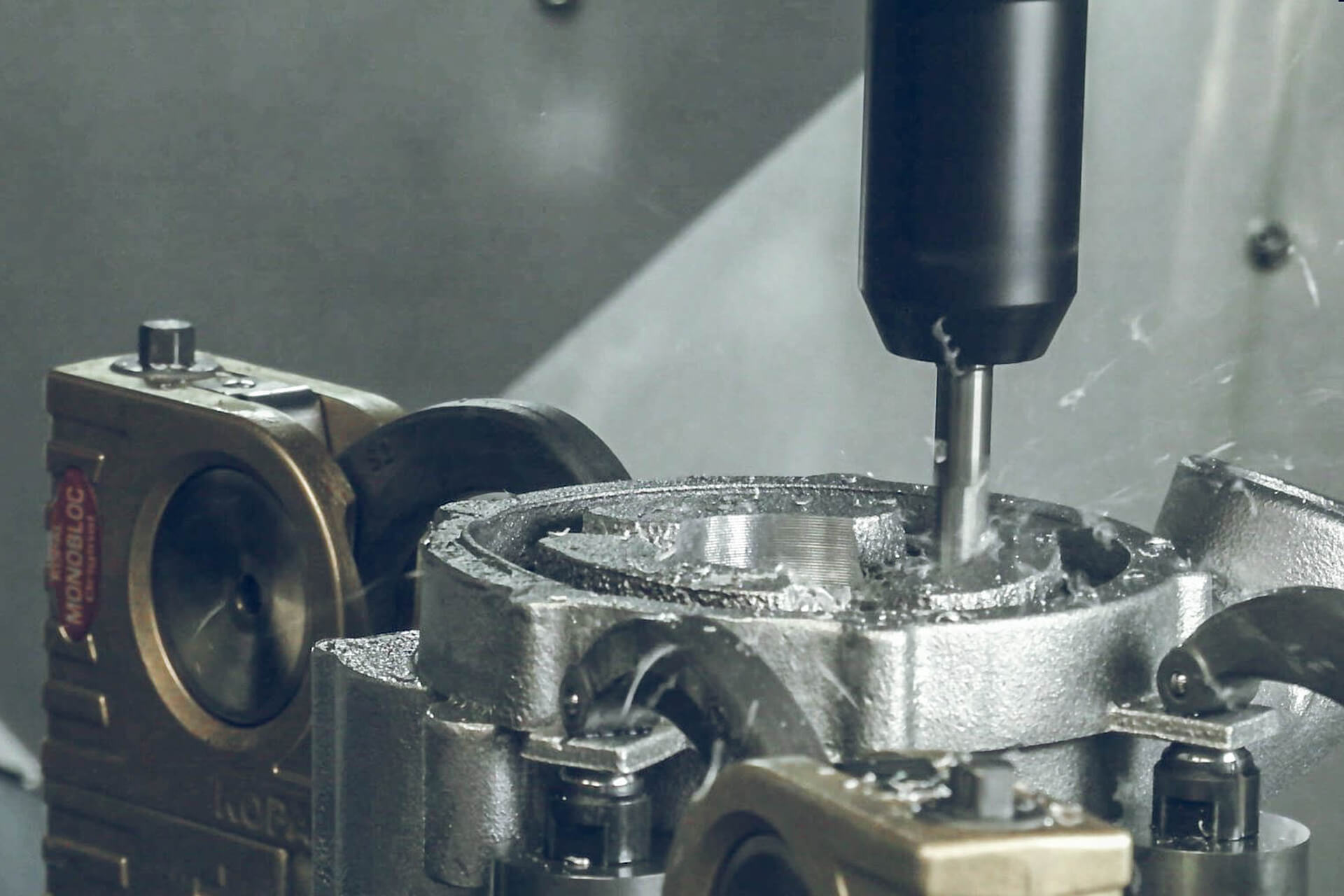
Finishing of the compressor housing
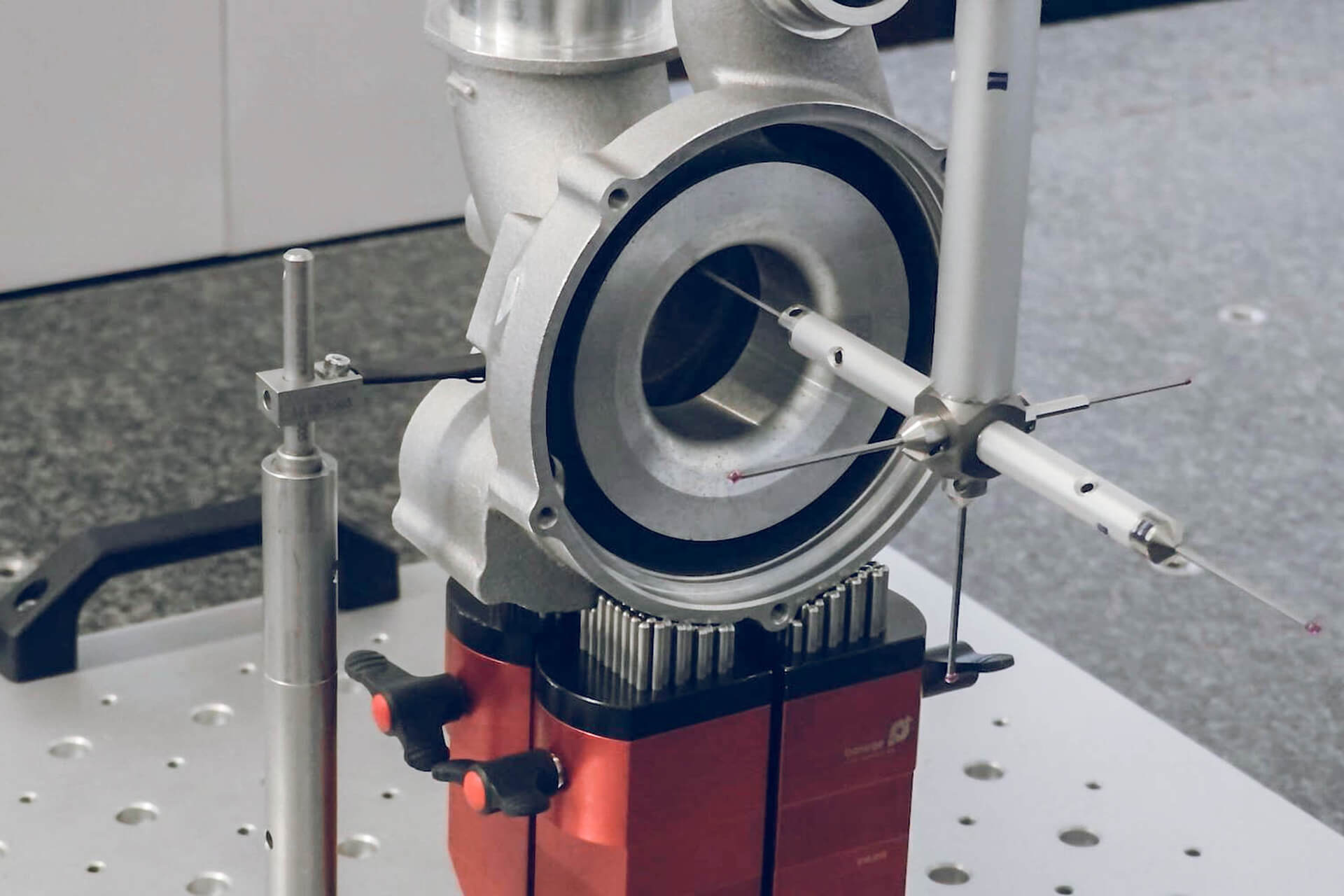
The compressor housing in quality assurance.
Further Case Studies

PA12 large-format 3D printing – Mercedes Benz bumper
Even in large formats, voxeljet HSS scores highly in terms of dimensional accuracy and precision, as this Mercedes Benz bumper shows.

ICP – Additive manufacturing in serial production
Together with Loramendi, voxeljet has developed the very first fully automated additive manufacuring line for sand cores at BMW

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.

Printed Castings – Optimized housing lets E-Motorcycle Batteries live longer
By using innovative technologies such as 3D printing, the prototype could soon go into series production.

Electric motor housing from the 3D printer
voxeljet 3D printing technology for producing cast parts for electric-mobility
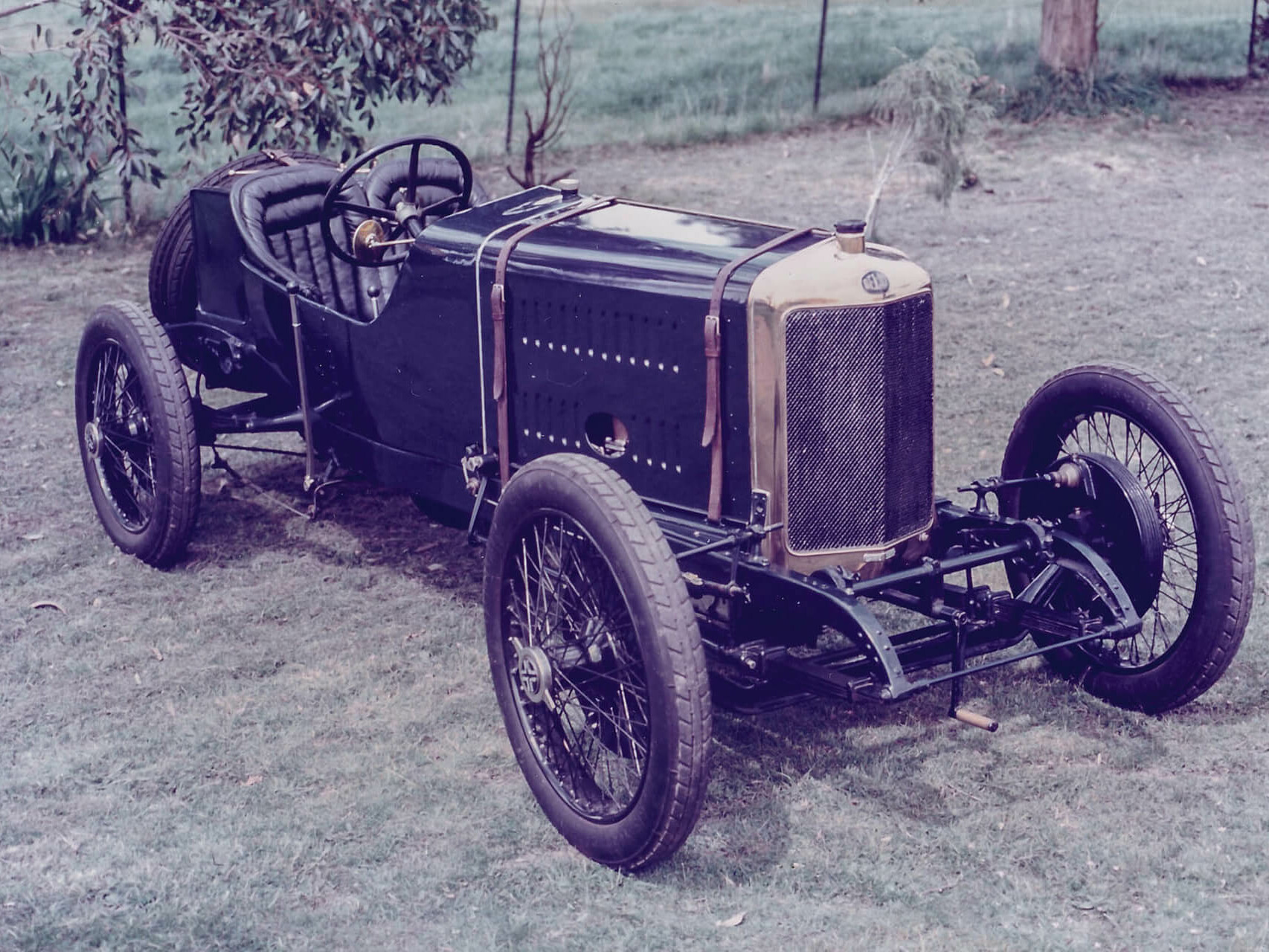
Reverse engineering of a racing engine block
The Binder Jetting technology keeps a classic car on the road

3D Printing in Reverse Engineering
In the oldtimer sector, more and more spare parts are being manufactured without tools using modern measuring technology in combination with 3D printing.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.