
















Amazone tests new production processes with the design freedom of 3D printing
Agricultural machinery manufacturer Amazone uses simulation software by Altair and 3D printing from voxeljet to optimise a bogey chassis.
Innovation project: The German agricultural machinery manufacturer Amazone was able to save 18 % when producing a prototype for a new bogey chassis. The family business from Hasbergen, near Osnabrück in Germany, were able to quickly print the sand casting molds and cores for the cast metal with the world’s largest industrial 3D printer for sand-casting molds, the VX4000 – without any expensive special tools and using just a CAD file.
There is unrelenting progress in the evolution of harrows, which farmers drag along the ground with a tractor to break up the soil and prepare it for sowing seeds. Manufacturers are constantly striving to make the equipment more stable, durable and also lighter in order to, for example, adhere to the permitted axle loads when driving on the road.
Among them is Amazone, a family business from Hasbergen, near Osnabrück in Germany, which produces the Catros compact disc harrow with a bogey chassis. This is a towed device which is fixed to a tractor and can be used in different configurations. The compact disc harrow is used for shallow and intensive soil cultivation for a working depth of up to 15 centimetres.
The CAD software creates a cast design according to a lightweight construction
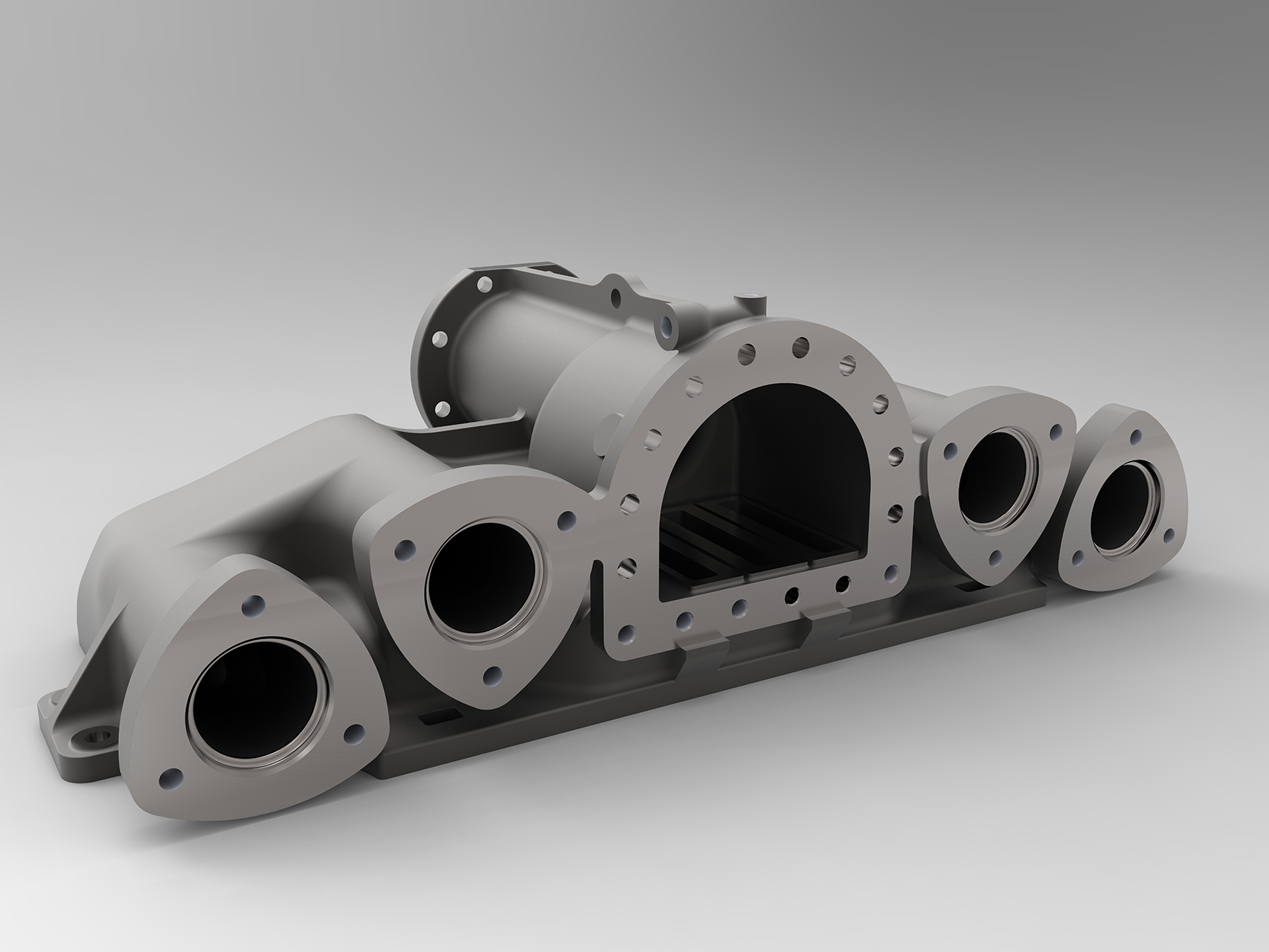
The bogey chassis connects the device to the axle to enable the device to be transported from the farm to the field. The original welded construction had a weight of 245 kilograms and a welding seam length of 16.5 metres, making it very complex and production-intensive. In order to reduce costs and make the component more stable and lighter, Amazone decided to replace the bogey chassis with a cast component. Using the topology optimisation software “Inspire” by Altair, the Amazone development team was able to create a design that was suitable for the load and could also be cast.
Considerably lighter, more stable and more durable
Due to the materials being distributed in a manner suitable for the amount of force, the cast bogey chassis is over 45 kilograms lighter than the welded component. With this saving in weight, the shape is reminiscent of tree structure or bird bones. At the same time, the new design ensures a 272 percent longer service life, because the design avoids the variations in rigidity in the cast component compared to the welding component. In order to guarantee the material quality, the experts at Altair have also simulated the flow of metal during the casting process with the Inspire software. In this way, they were able to reduce the risk of internal defects caused by trapped gases before the actual casting process, and therefore optimise the quality of cast parts.
Thanks to the optimised design of the cast construction which is suitable for the load, for the third evolution stage of the rear swing arm, it was possible to increase the service life by 2.5 times whilst also reducing the weight by approx. 18% compared to the welding component.
Sebastian KlugeAmazone
The creation of the sand-casting mould using 3D printing makes it possible to quickly source prototype components and therefore significantly reduce development times.
For complex structures: design freedom and 300 pdi resolution with the 3D printer
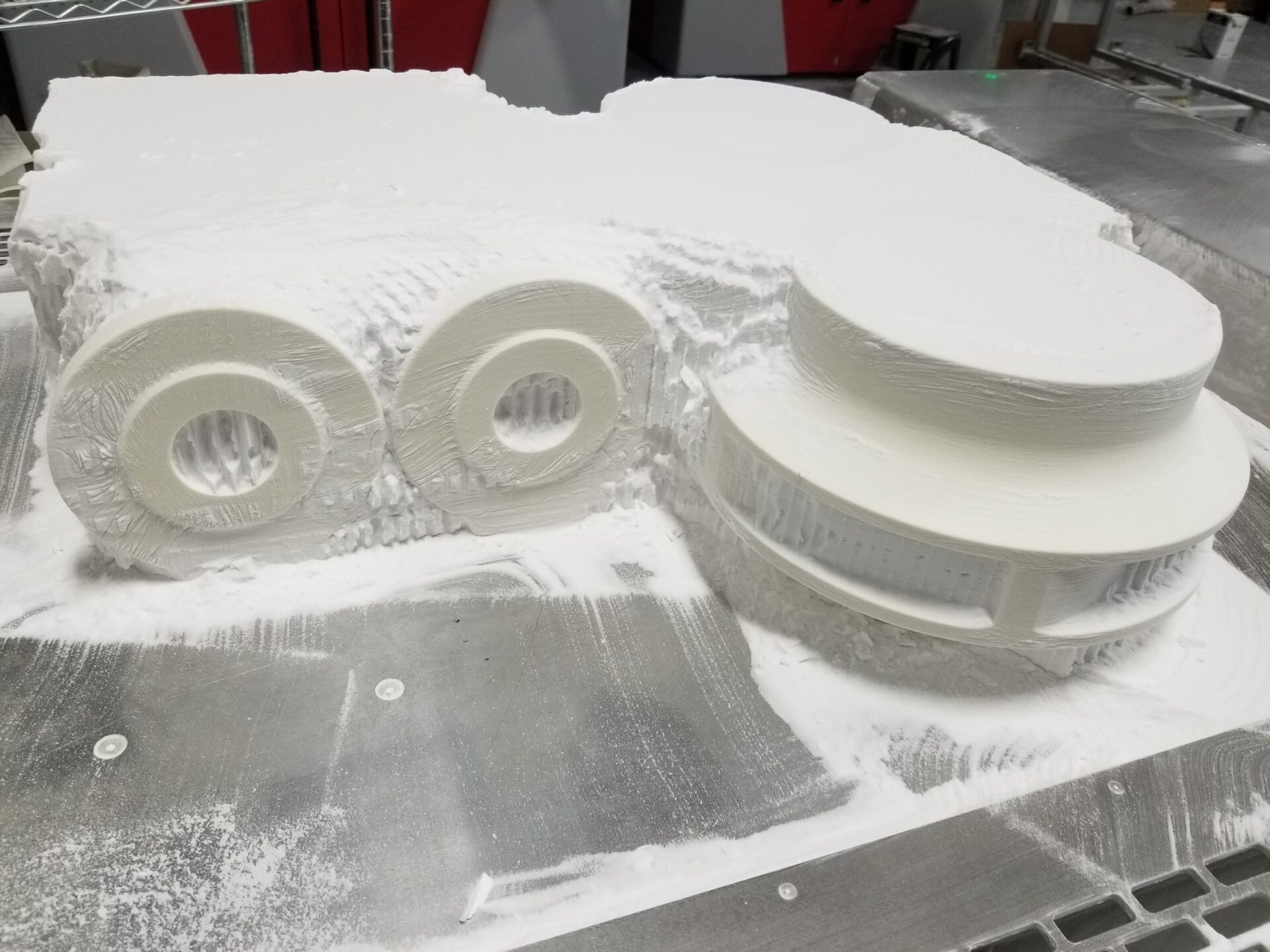
First of all, voxeljet converted the CAD file of the component into a negative CAD file to digitally represent the four-part casting mould. The workers then fed this data into the 3D system. Then the printing began. Here, a so-called coater spreads the printing material (quartz sand) onto the construction platform.
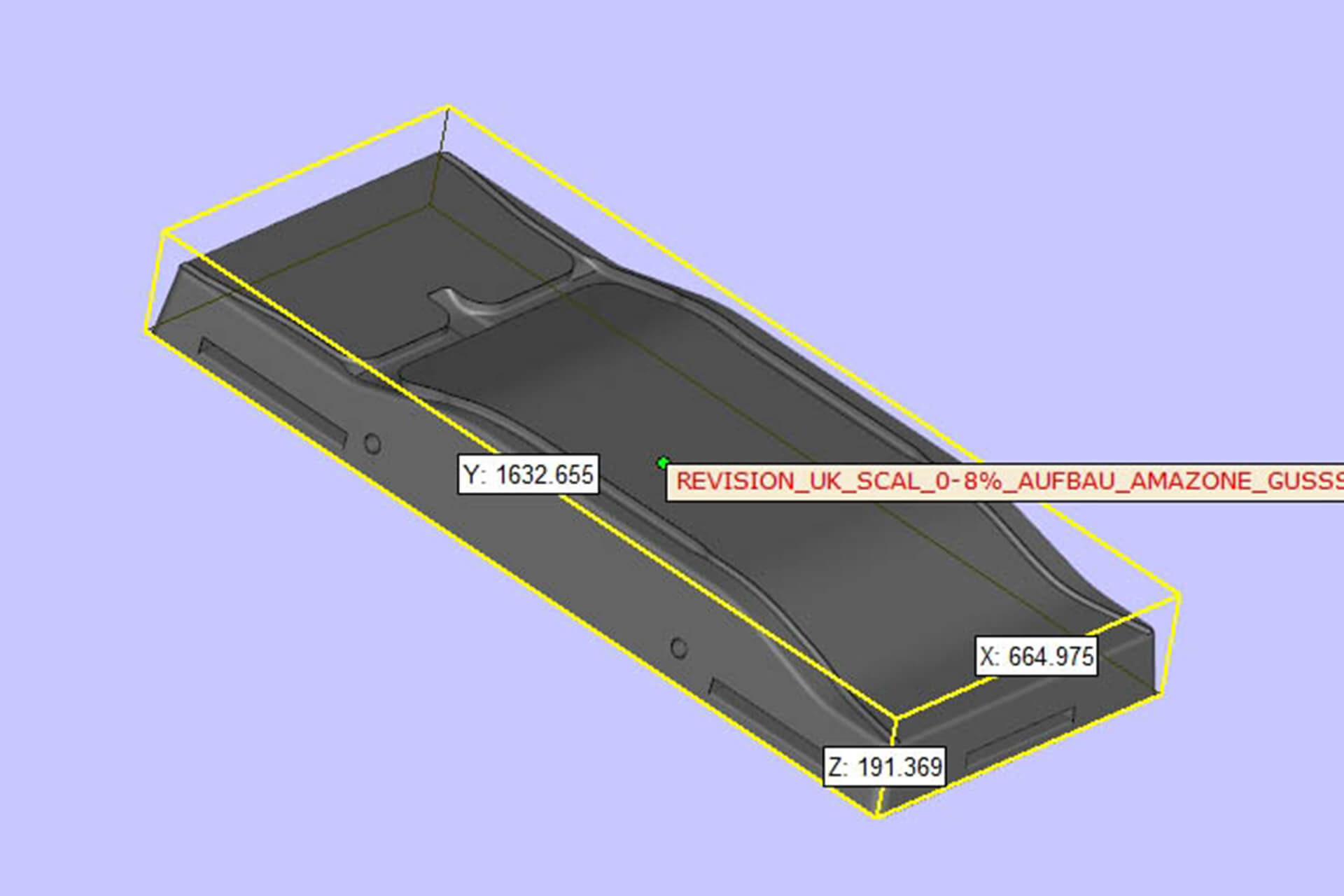
CAD data of a landing gear swing arm from voxeljet
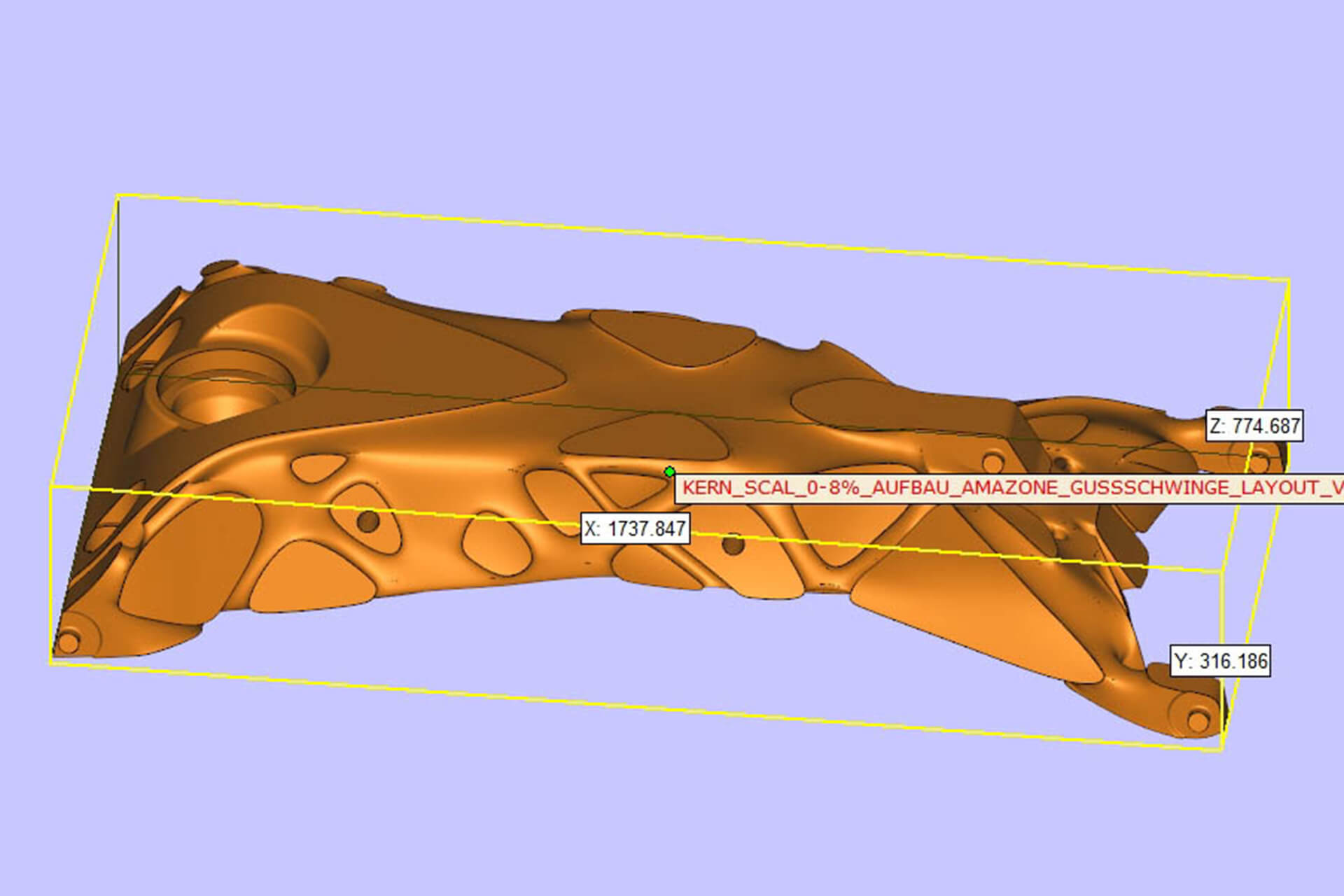
Core CAD data of a landing gear swing arm from voxeljet
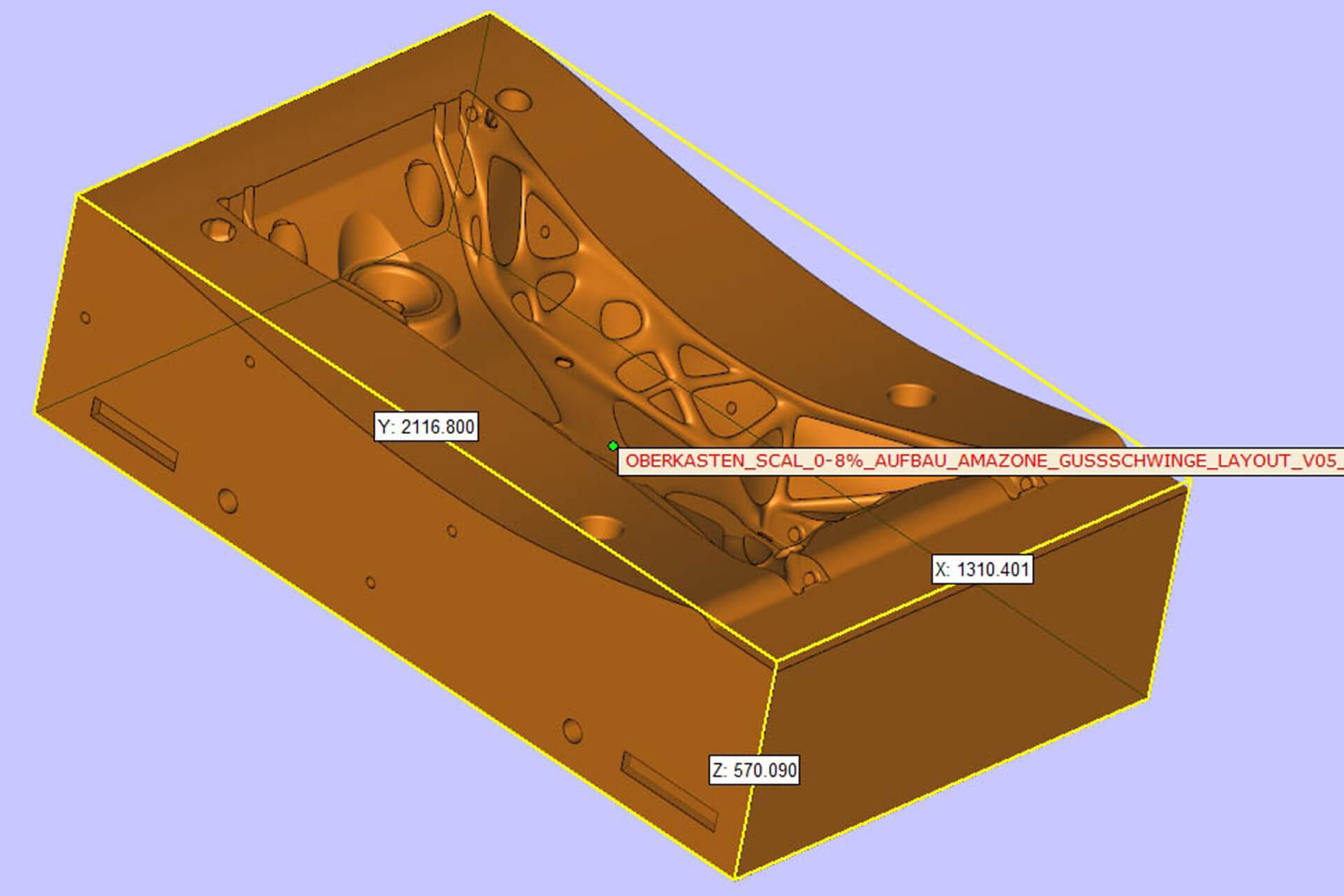
Top box CAD data of a voxeljet landing gear swing arm
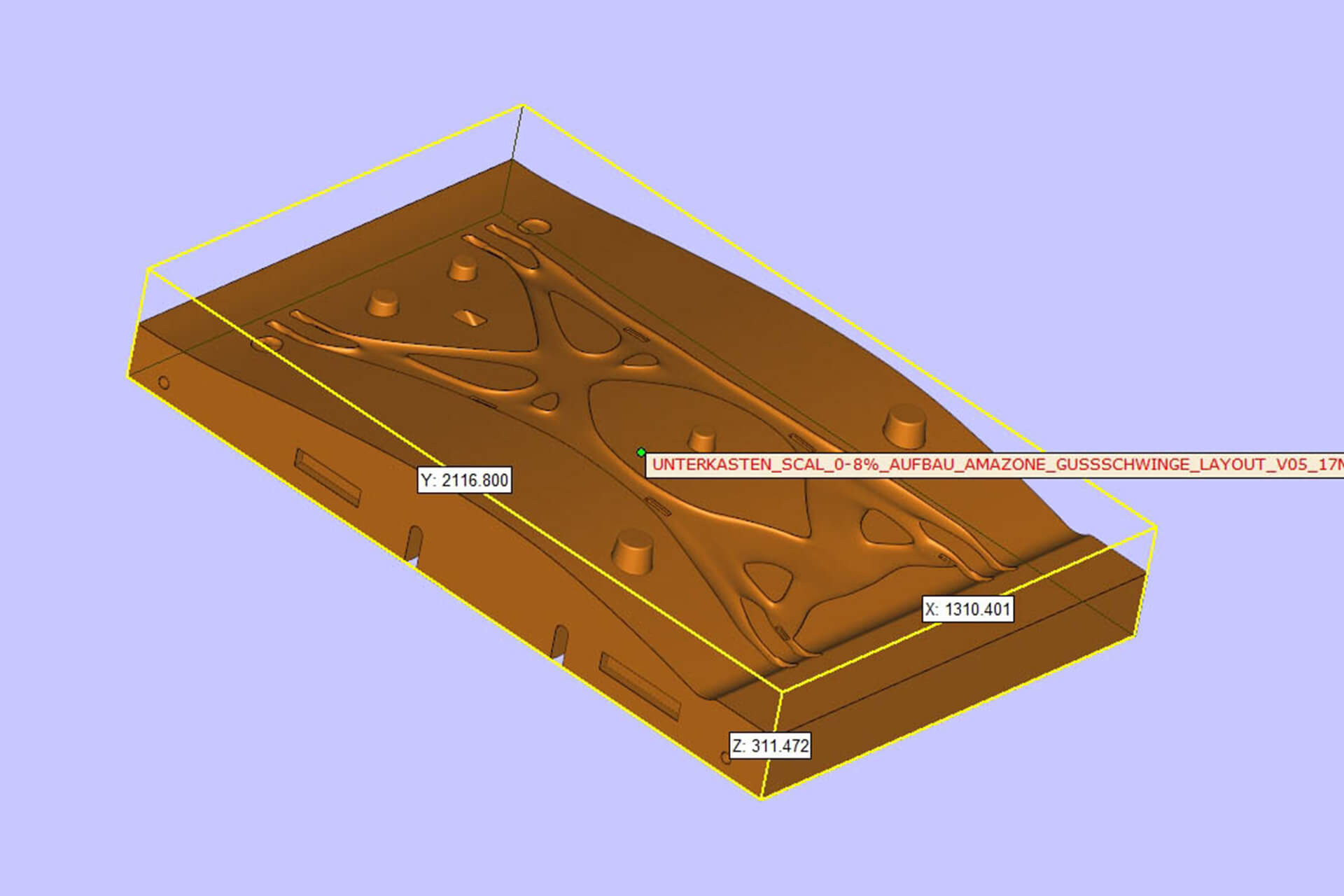
Lower box CAD data of a voxeljet landing gear swing arm
Then the print head moves over the platform and binds the grains of sand together with a binding agent – depending on the geometry of the object in the CAD file. For this, the print head works with a resolution of 300 dpi. While the construction platform itself remains static, the coater and print head move their working height gradually upwards by 300 micrometres until the casting mould is complete.
Once the printing procedure has finished, the workers remove the side walls of the construction platform that were printed with the component and remove any misprinted quartz sand. This leaves the casting mould, which can be used straight away. The foundry (Pro Cast Guss from Gütersloh) gives the casting mould just one coating – the barrier layer between sand and metal, which protects the casting mould from thermal stress. Despite all of this, the shape is lost after the casting – just as with traditional casting moulds (sand-casting moulds). It is destroyed after the core of the cast bogey chassis is removed. Thanks to the previous Click2Cast computer simulation for casting, the cast material flows perfectly into the original size the first time.
Because the complexity of the component does not affect the cost of the 3D printing, even difficult geometric shapes can be created at a low cost.
Tobias King,Director Marketing & Applicationvoxeljet
Saving time with 3D printing
Manufacturing casting moulds for such a complex component is generally time-consuming – partly because complex specialist tools are required. For this reason, Altair re-thought the options and decided to use the VX4000 by voxeljet – a 3D printing system with an installation space of 4000 x 2000 x 1000 millimetres.
Further Case Studies

3D printing of a locomotive cylinder
With voxeljet’s 3D sand printing, Boro Foundry reproduced a complex steam locomotive cylinder quickly, accurately, and cost-effectively—proving additive manufacturing’s value for heritage engineering.

3D printing for sand casting at liberty pattern company
With three VX1000 3D sand printers, Liberty Pattern belongs to the global leaders in sand printing and pattern making. Read their journey into additive manufacturing here.

3D printing for sand casting in Portugal
CINFU is a Portugal-based training and innovation centre for the foundry industry. With a VX1000 3D printer in house, CINFU is gaining significant adaptive advantages for the foundry industry.

Lanulfi Models optimizes mold making with VX2000
The integration of voxeljet’s VX2000 has redefined Lanulfis approach to metal casting. It offers significant reductions in lead times and enhances design capabilities.
PMMA 3D printing conquers North America
Express Prototyping belongs to the leading experts for 3D printing investement casting patterns in North America. Learn from the CEO Thomas Müller how he established the business and how he sees the future.
Boro Foundry – Superheater Header
Using the combination of sand and 3D printing, the British foundry Boro Foundry was able to produce a flawless spare part for a steam locomotive.

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.