
















Environmentally friendly and economical:Phenolic resin based 3D printing
This technology has already opened up a new possibility for the foundry industry, namely the fast and economic production of complex castings. Classic production processes show weaknesses or are reaching their limits. With 3D printing technology, whether for prototypes, individual parts or small series, seemingly impossible geometries can be produced quickly, precisely and cost-effectively. Speed and free design possibilities are the key features of this technology.
In addition, the use of large-format 3D printing systems and a wide range of materials for many sectors opens up more and more new possibilities for use. In the meantime, the technology is being used in the automobile industry for engineering, the pump industry and aviation.
A new material’s system using phenolic resin based binders offers advantages in terms of strength, recyclability, reduced gas consumption and environmental friendliness.
Economic production of prototypes and small series
Through the toolless production of sand moulds and sand cores, anything from individual parts to small series of several thousand parts can be produced economically. The complexity of forms and cores are no object for 3D printing, unlike conventional production. This is because the cost of 3D printing is not tied to the complexity of the component.
Firstly, undercuts and draft angles do not need to be considered. Secondly, necessary casting technologies such as gating systems can be constructed and communicated directly in the configuration. In addition, changes to components can be made flexibly, quickly and easily. The aim is to significantly reduce the time and costs involved in form and core production and to be able to economially produce complex geometries Therefore, a hybrid design combining 3D printing and conventional production can be used as an option.
Advantages of phenol direct binding
In direct comparison, the new PDB process has many advantages over the conventional ODB process.
In the automobile industry in particular, sand cores are increasingly complex in their nature. Examples here are water jacket cores, hydraulic components or costly exhaust manifold cores. We have already seen increased bending strength from the printed PDB parts (250-500 N/cm² – strength based on the orientation in the assembly space) over ODB parts (230-330 N/cm² – strength based on the orientation in the assembly room).

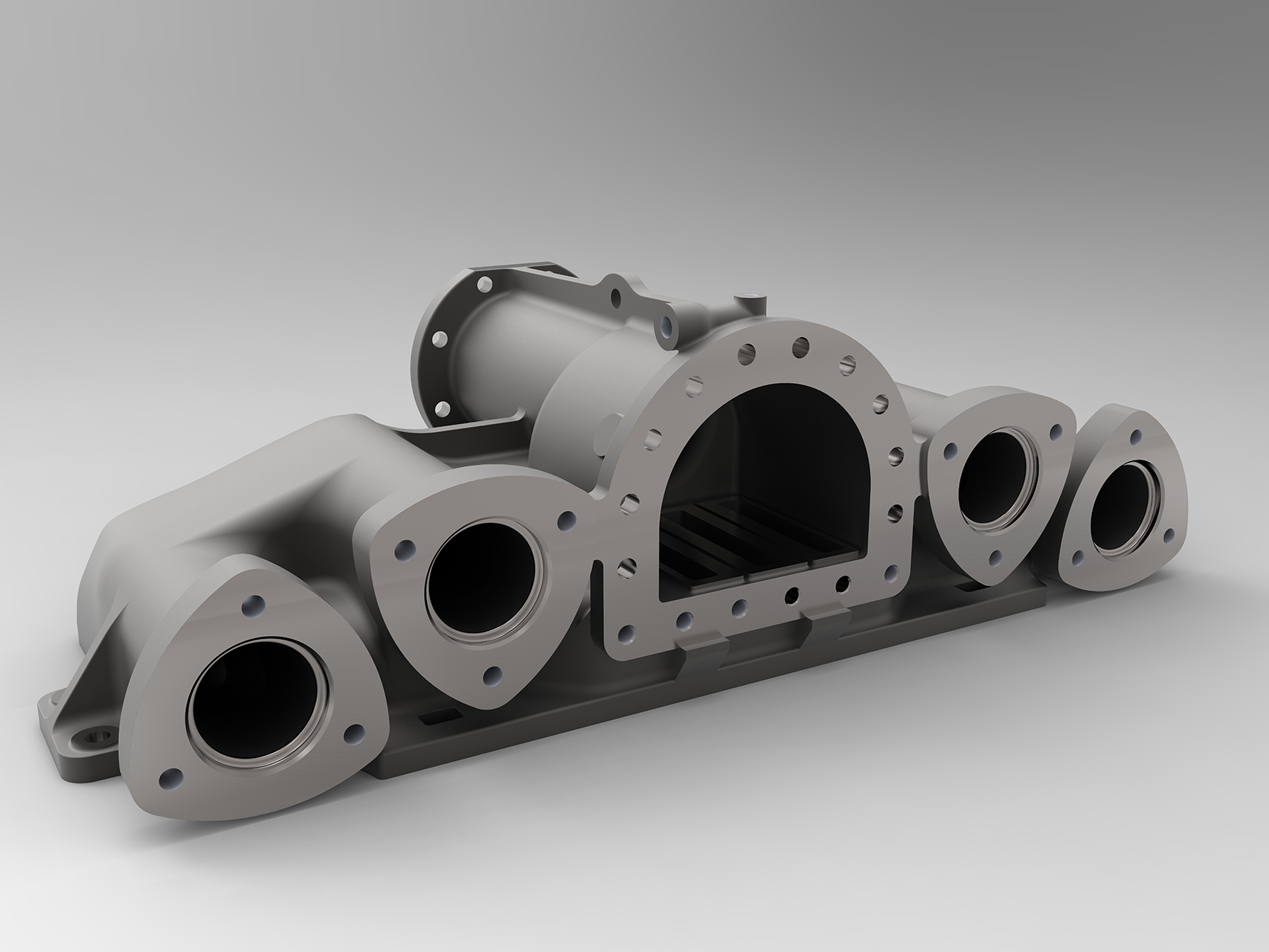
3D printed gear housing from voxeljet
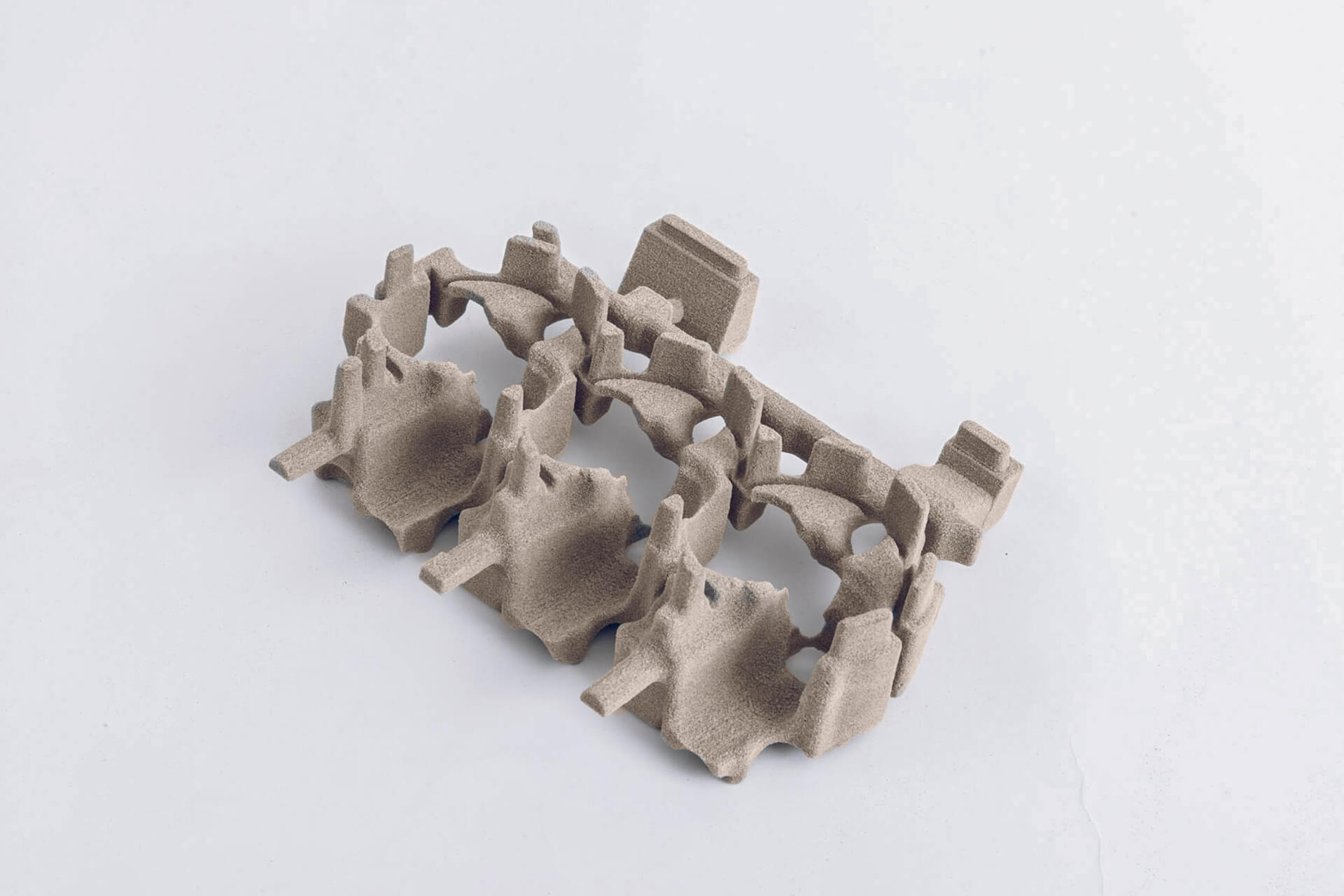
3D printed water jacket core from voxeljet

Thin-walled core from voxeljet printed with phenolic resin 3D
Further Case Studies

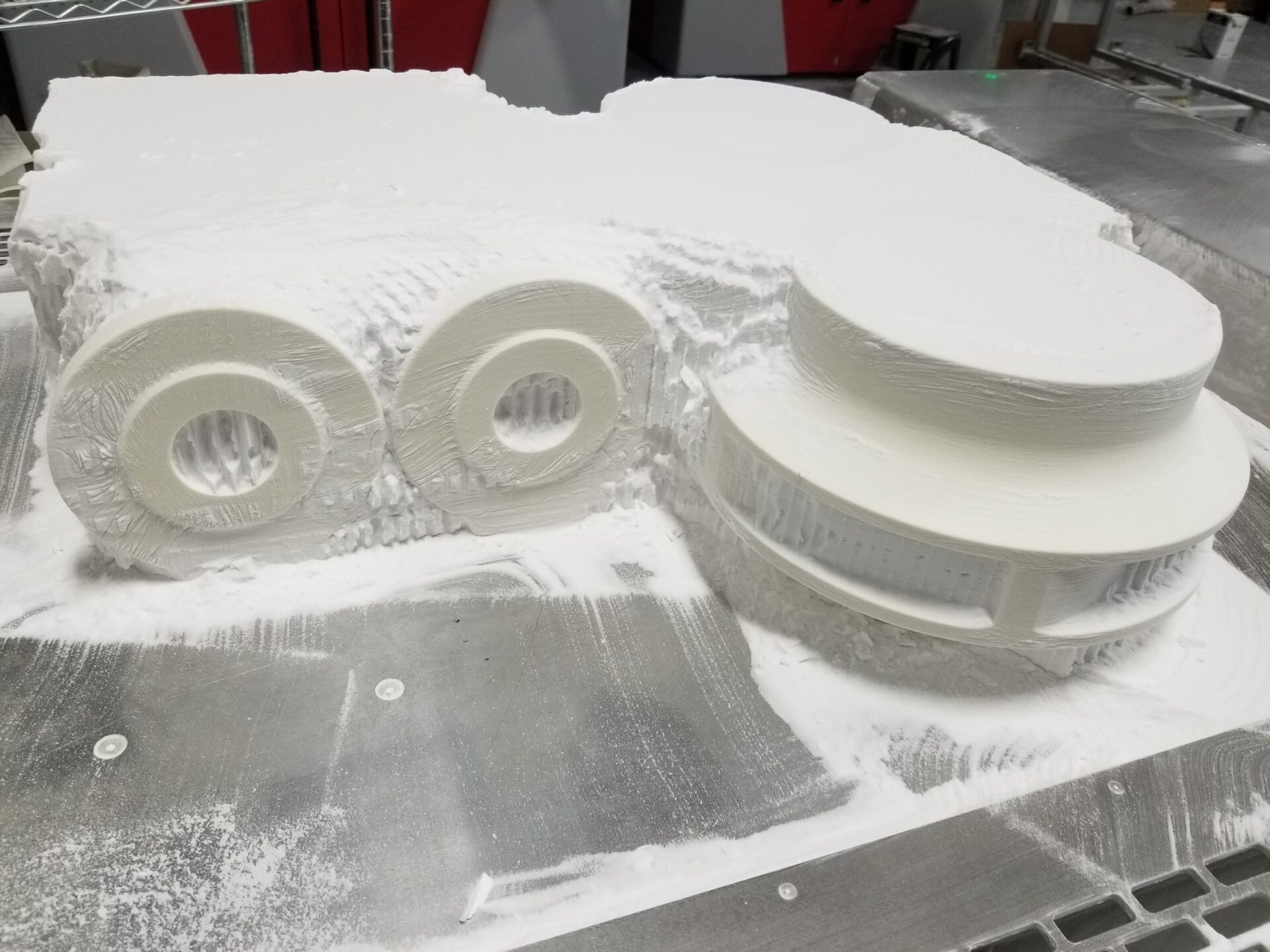
3D printing of a locomotive cylinder
With voxeljet’s 3D sand printing, Boro Foundry reproduced a complex steam locomotive cylinder quickly, accurately, and cost-effectively—proving additive manufacturing’s value for heritage engineering.

3D printing for sand casting at liberty pattern company
With three VX1000 3D sand printers, Liberty Pattern belongs to the global leaders in sand printing and pattern making. Read their journey into additive manufacturing here.

3D printing for sand casting in Portugal
CINFU is a Portugal-based training and innovation centre for the foundry industry. With a VX1000 3D printer in house, CINFU is gaining significant adaptive advantages for the foundry industry.

Lanulfi Models optimizes mold making with VX2000
The integration of voxeljet’s VX2000 has redefined Lanulfis approach to metal casting. It offers significant reductions in lead times and enhances design capabilities.
PMMA 3D printing conquers North America
Express Prototyping belongs to the leading experts for 3D printing investement casting patterns in North America. Learn from the CEO Thomas Müller how he established the business and how he sees the future.
Boro Foundry – Superheater Header
Using the combination of sand and 3D printing, the British foundry Boro Foundry was able to produce a flawless spare part for a steam locomotive.

3D printing for optimized electric motors
Aiona Cast has filed a patent application to significantly optimize electric motors. The company produced a prototype using 3D printing.
3D Printing Solutions
Want to learn more about us and 3D printing? Click here for the entire voxeljet solution portfolio.