
















HP Multi Jet Fusion and voxeljet High Speed Sintering in comparison
In addition to selective laser melting (SLS), two other inkjet-based 3D printing processes have now become firmly established in additive manufacturing technology “powder bed fusion”. One is HP’s Multi Jet Fusion technology and the other is voxeljet’s High Speed Sintering technology (HSS). But what exactly are the differences between the two processes? Where can the technologies be used economically? And what makes HSS an attractive alternative to Multi Jet Fusion?
Both binder jetting technologies demonstrate unique advantages, for example in terms of printing speeds, installation space volumes and the associated part costs. A serious difference, however, lies in the adaptability of the process technologies and the variety of materials that can be processed. But one thing is clear, both processes can be used to realize a wide range of applications – quickly and economically.
Just as with the MJF process, the colored sections of the powder bed fuse together, while the unprinted powder remains loose. A second cooling fluid is not necessary with HSS, because the temperature of the printed and unprinted powder material can be controlled independently of each other by means of two different IR emitters of different wavelengths with absorbers. The unprinted powder can be recycled, reprocessed and fed back into the process cycle, just as with MJF.
In terms of part quality and also application possibilities, the HSS technology is in no way inferior to the Multi Jet Fusion. However, the size of the voxeljet VX1000 HSS makes it more suitable for industrial use and cheaper in terms of consumption costs than HP’s current printers, which significantly reduces the cost per part. In addition, voxeljet allows customers to use their own materials without restriction and gives end users full access to print parameters to optimize production for the specific material and application. This is an advantage that is particularly useful for large-volume components or batch sizes for series production. This means that HSS printed components can also be used in a wide range of industries such as architecture, automotive and sports.
3D Printing Systems Multi Jet Fusion and High Speed Sintering in Comparison
HSS
MJF
Application Areas
Material development & research
Prototyping
Production Applications
Service centers
Manufacturing
Injections molding companies
Prototyping
Service centers
Production applications
Building volume
VX200 HSS: 290 x 140 x 180 mm
VX1000 HSS: 1,000 x 540 x 400* mm
MJF 540/580: 322 x 190 x 248 mm
MJF 4200: 380 x 285 x 380 mm
MJF 5200: 380 x 294 x 380 mm
Speed
VX200 HSS: 580 cm³/h
VX1000 HSS: 6,500 cm³/h
MJF 540/580: 1,817 cm³/h
MJF 4200: 4115 cm³/h
MJF 5200: 5058 cm³/h
Resolution
360 dpi
1200 dpi
Materials
PA12, TPU, PP, PEBA, EVA
PA12, PA11, TPA, TPU
Accuracy
±0.3% (with a lower limit on ± 0.3 mm)
±0.3% (with a lower limit on ± 0.3 mm)
Min. layer thickness
80 µm
80 µm
Strenghts (PA12)
VX200 HSS
Method: ISO 527 – 2:93 – 1A
modulus of elasticity (XY): 1716 MPa
modulus of elasticity (Z): 1725 MPa
Tensile strength (XY): 52 MPa
Tensile strength (Z): 46 MPa
Elongation at break (XY): 10
Elongation at break (Z): 5
MJF 4200
Method: ASTM D3418
E-modulus (XY): 1700 MPa
Young’s modulus (Z): 1800 MPa
Tensile strength (XY): 48 MPa
Tensile strength (Z): 48 MPa
Elongation at break (XY): 20
Elongation at break (Z): 15
Cooling times
Without fast cooling: 14h***
Without fast cooling: 48 h*
With fast cooling: n. A.
Post-processing
Compatible with most available post-processing solutions
Automatic mixing
Sieving and filling
Semi-manual unloading
Fast cooling
External storage tank
* depending on material and grain size
** voxeljet allows the customer to use any material at his own risk and can offer advice on material selection.
*** depending on the construction height
What are the differences between MJF and HSS?
The Multi Jet Fusion process uses two types of fluids to print the components. The energy absorber, also called Fusion Agent, is a water-based, radiation-absorbing ink that colors the corresponding areas of the powder bed black. To achieve precise edge definition, a second liquid, known as Detailing Agent, is also added to the outer edge areas of the component to be printed in order to cool the edges of the components prior to the sintering process and thus ensure increased precision. In addition, bubble jet print head technology is characterized by a high, theoretical resolution of 1200 dpi.
With a higher build volume and faster shift times compared to HSS technology and a “plug and play” solution, MJF is well suited for use in prototyping, service centers and production applications. Materials already available for the Multi Jet Fusion include several PA12 variants, as well as TPA, TPU, PP and PA11.
Unlike the Multi Jet Fusion, the HSS technology uses a piezo print head and only one energy absorber. The energy absorber is an oil-based ink that is used to color the powder bed. Through particularly precise light wave control and wavelength definition, the IR energy can be selectively introduced into the powder bed, and only where components are to be formed. This precise control results in extremely sharp edge details.
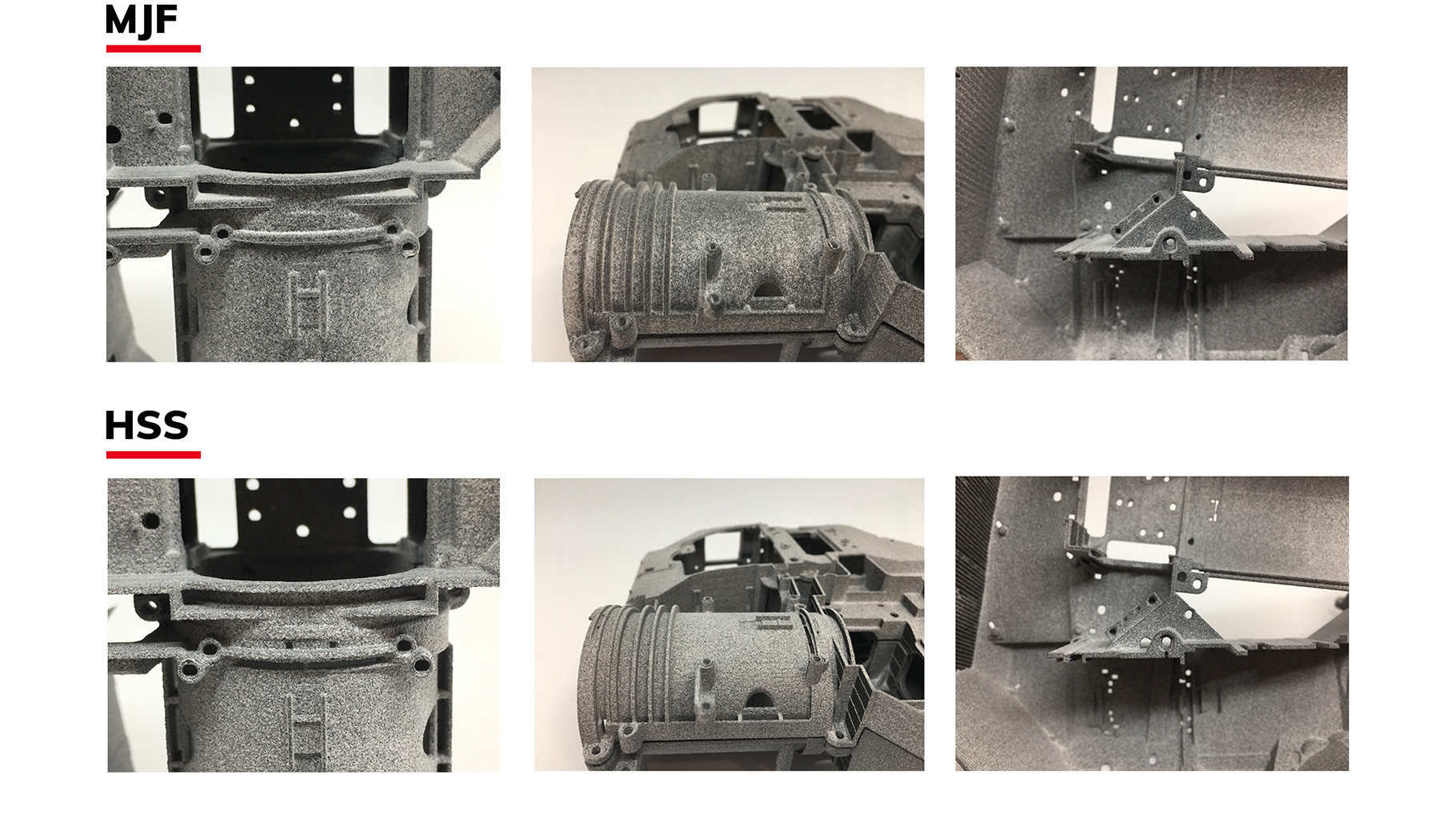
Comparison edge details MJF & HSS
The print head works with a resolution of 360 dpi. However, since the grain size of the powder to be printed is the decisive variable for the resolution with Powder Bed Fusion technology, a higher printhead resolution is also not necessary, but rather the interaction with the thermal management is decisive for the detail accuracy. The industrial inkjet printhead is optimally matched to the ink, resulting in increased printhead durability. In addition to oil-based fluids, the inkjet printheads can also process water- and solvent-based fluids.
Webinar: HSS 3D printing
In this workshop we will present our HSS technology in detail: From open source conception to scaling and production possibilities.
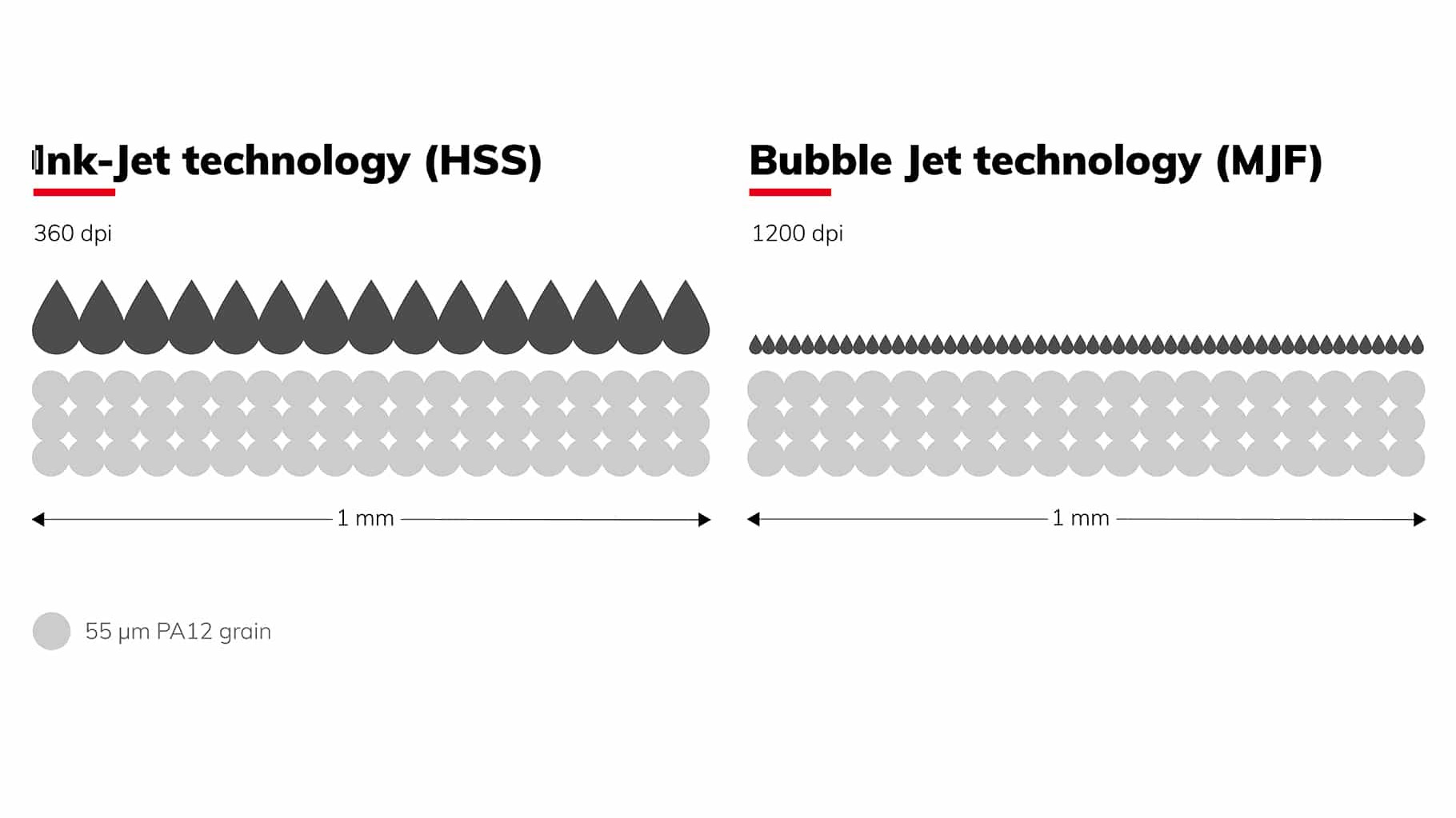
Comparison resolution MJF & HSS technology
Another difference to Multi Jet Fusion is the open-source approach of HSS technology. With HSS 3D printing systems, users have an open 3D printer at their disposal in which all process parameters can be freely accessed and individually adapted to their own materials. This makes HSS technology ideal for the individual development of new 3D printing polymers for optimum part properties. The developed process parameters can be scaled up for use on a larger voxeljet 3D printing system, such as the VX1000 HSS, in order to print even larger production volumes and quantities economically. The advantages of the open-source approach, as well as the use of a single absorber, are also reflected in the running costs. While the systems are in a similar price range when considering initial costs, HSS systems can also be operated with customer’s own powders, while the consumption of a single absorber further reduces running costs.
There are further differences in the choice of materials. For example, HSS can be used to process polymers such as PA12, PA6, PP, PEBA, EVA and TPU, due to the ability to flexibly adapt the system to the desired material, as well as the use of only one oil-based ink. So far, powder particle sizes from 30 µm to 1 mm have already been successfully processed.
Would you like to learn more about HSS technology? Then take a look at our whitepapers:

WhitepaperHigh Speed Sintering (HSS)
In comparison to conventional processes, sintering is not carried out using complex laser technology, but pixel-precise using heat-reactive binders.

WhitepaperAdditive shoe production 4.0
Polymer 3D printing enables the production of tailor-made shoes that could even offer consumers performance and comfort enhancing functions.

3D Printing Polymers Qualification
In this whitepaper, we show you the entire workflow and the specifics that need to be taken into account when qualifying new polymers.
More Case Studies

3d printed joysticks for tractors and machines
For Lindner Traktorenwerke, 3D printing is already an alternative to injection molding. For example, for customized joysticks and control elements for their tractors.

URWAHN – 3D printing in bike manufacturing
To produce its e-bikes, URWAHN has focused on reshoring and lean management and is achieving these goals through additive manufacturing. Learn what role the voxeljet technology plays.

HSS Material Network – Proof of Concept TPU Launhardt
The HSS Material Network has published a new proof of concept. The TPU from the manufacturer Launhardt is one of the softest on the market.
Industrial Polymer 3D Printing Review: An extensive comparison of voxeljet HSS, HP MJF, and SLS
Whats the difference between HSS, MJF and SLS polymer 3D printing? Get to know the three main AM technologies for polymers in this extensive comparison.

HSS Material Network – Proof of Concept HDPE
Together with Fraunhofer IPA we have qualified the polymer HDPE for additive manufacturing within our HSS Material Network.

Polymer sintering in custom mechanical engineering
With High Speed Polymer Sintering, prototypes can be realized much faster and economically viable.
3D printing for the perfect sneaker
How polymer high speed sintering (HSS) can be used to develop the perfect 3D printed shoe.
Industrial 3D Printing Systems
Our portfolio of industrial 3D printers ranges from compact systems for research to additive mass production.